Last Updated: June 2026
Learn the complete solid surface thermoforming process, including material preparation, heating temperature, mold design, bending techniques, cooling procedures, troubleshooting, and fabrication best practices for acrylic solid surface applications.
Quick Thermoforming Facts
| Material | Pure Acrylic Solid Surface |
| Typical Thickness | 12 mm |
| Forming Temperature | 160–170°C |
| Cooling Temperature | Below 45°C |
| Common Applications | Integrated Basins, Reception Desks, Healthcare Counters, Retail Fixtures |
| Recommended Material | Pure Acrylic Solid Surface |
What Is Solid Surface Thermoforming?
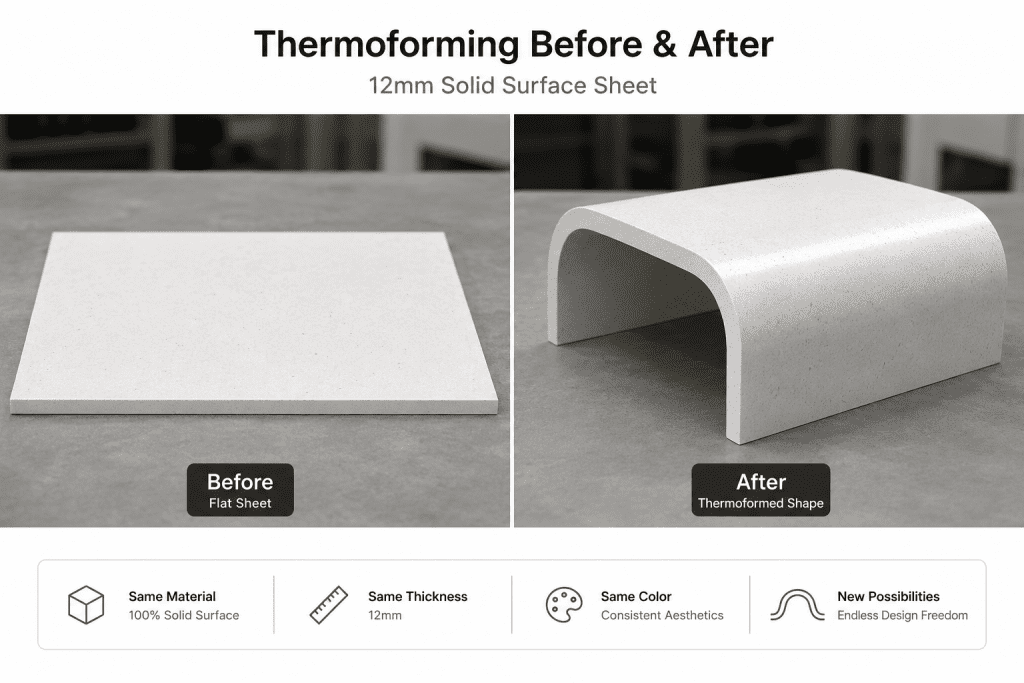
Solid surface thermoforming is the process of heating acrylic solid surface sheets until they become flexible enough to be bent, molded, or shaped into curved and three-dimensional forms. Once heated to the appropriate temperature range, the material can be formed over molds and maintained in shape during the cooling stage.
Unlike quartz, granite, porcelain, or ceramic materials, acrylic solid surface possesses unique thermoforming characteristics that allow fabricators to create seamless curves, integrated sinks, rounded countertops, sculptural furniture, and custom architectural elements. This capability is one of the defining advantages that distinguishes acrylic solid surface from many competing surface materials.
Thermoforming has become a core fabrication technique across commercial, healthcare, hospitality, retail, and residential projects. Designers and fabricators use thermoformed solid surface to achieve flowing geometries and seamless transitions that would be difficult or impossible to manufacture using traditional stone materials.
Premium acrylic solid surface brands such as Corian®, HIMACS®, Staron®, Krion®, Hanex®, Tristone®, and ACRION® are recognized for thermoforming capabilities. However, actual performance may vary depending on formulation, color collection, sheet thickness, heating method, and fabrication procedure.
Common Thermoforming Applications
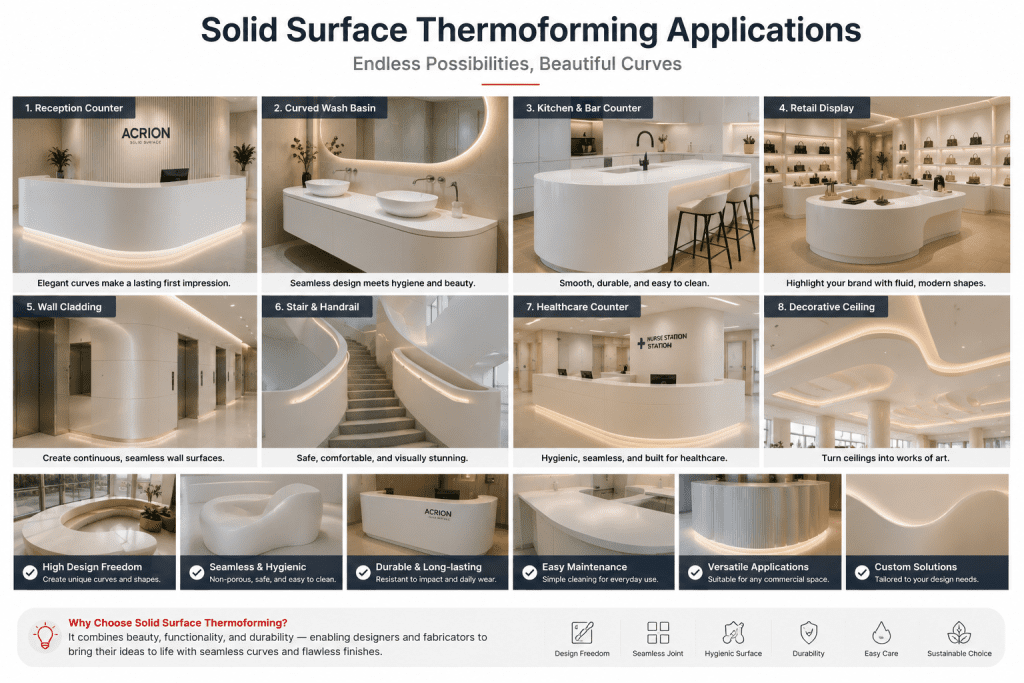
The versatility of acrylic solid surface thermoforming allows fabricators to create a wide range of functional and architectural products. Below are some of the most common applications found in modern commercial and residential projects.
Integrated Wash Basins
Thermoformed wash basins are among the most recognizable applications of acrylic solid surface. By combining heat, molds, and precision fabrication, fabricators can create seamless basin systems with smooth radii, enhanced hygiene, and contemporary aesthetics.
Curved Reception Desks
Hotels, corporate offices, airports, and commercial developments frequently use thermoformed reception counters to achieve fluid architectural designs. Seamless curves help create premium visual experiences while maintaining long-term durability.
Healthcare Counters
Healthcare environments benefit from thermoformed solid surface due to its non-porous characteristics and ability to reduce difficult-to-clean joints. Curved nurse stations, integrated sinks, and seamless worktops are common examples.
Retail Display Furniture
Retail brands often use thermoformed solid surface to manufacture display tables, feature walls, product showcases, and custom fixtures. The ability to create continuous curves supports premium retail design concepts.
I. Introduction
Solid surface thermoforming is one of the most valuable fabrication techniques available in the architectural surface industry. By carefully heating acrylic solid surface sheets and forming them over molds, fabricators can create seamless curves, integrated sinks, sculptural furniture, and custom three-dimensional architectural elements that are difficult or impossible to achieve with traditional stone materials.
The process combines material science, temperature control, mold engineering, and fabrication expertise. When executed correctly, thermoforming enables designers to transform flat sheets into functional and visually striking forms while maintaining the performance characteristics that make acrylic solid surface a preferred material for commercial, healthcare, hospitality, retail, and residential applications.
Overview of Solid Surface Thermoforming
Thermoforming involves heating an acrylic solid surface sheet to a controlled temperature range where the material becomes flexible and formable. The heated sheet is then transferred onto a mold, vacuum press, or forming fixture where it is shaped into the desired geometry before being cooled and stabilized.
Unlike mechanical bending methods that may induce stress concentrations, thermoforming allows the material to be reshaped uniformly. This process makes it possible to manufacture smooth radii, flowing curves, integrated bowls, rounded countertops, and complex architectural forms while preserving surface continuity and aesthetic quality.
Importance and Applications
The importance of thermoforming extends beyond aesthetics. Curved forms often improve ergonomics, hygiene, safety, and user experience. Seamless transitions eliminate dirt traps, reduce cleaning requirements, and contribute to the contemporary design language increasingly favored by architects and interior designers.
Today, thermoformed solid surface components are widely used in integrated wash basins, reception desks, nurse stations, laboratory worktops, airport service counters, retail fixtures, hotel interiors, educational facilities, and custom furniture applications. As fabrication technologies continue to evolve, thermoforming remains one of the defining advantages of acrylic solid surface materials.
This guide provides a comprehensive overview of the thermoforming process, including material preparation, heating techniques, mold design, shaping methods, cooling procedures, troubleshooting strategies, and best practices used by professional fabricators worldwide.
II. Material Preparation
Successful thermoforming begins long before a sheet enters the oven. Material selection, sheet preparation, edge quality, dimensional planning, and defect inspection all influence the final forming result. Proper preparation reduces the risk of cracking, whitening, distortion, and dimensional inaccuracies during the thermoforming process.
Material Selection
Not all solid surface materials exhibit identical thermoforming performance. Pure acrylic solid surface generally provides superior flexibility, shape retention, and long-term stability when compared with modified acrylic formulations. Material selection should consider the required radius, complexity of the shape, project environment, and fabrication method.
For demanding applications involving tight radii, integrated sinks, deep curves, or highly sculptural forms, pure acrylic solid surface is typically the preferred choice due to its enhanced thermoforming characteristics.
Material Overview
Acrylic solid surface sheets are engineered composites consisting primarily of acrylic resin and mineral fillers. Their unique composition allows the material to soften when heated while maintaining sufficient structural integrity to be formed into precise shapes.
Different colors and formulations may exhibit slight variations in thermoforming behavior. Dark colors, heavily particulate designs, translucent collections, and specialty decorative effects may require process adjustments to achieve optimal results.
Material Capability and Preparation
Before thermoforming begins, sheets should be cut slightly oversized to accommodate trimming operations after forming. Fabricators should inspect all surfaces carefully for chips, scratches, cracks, contamination, or manufacturing defects that could become amplified during heating and shaping.
Surface imperfections often act as stress concentration points during forming and may increase the risk of failure. Careful preparation helps ensure consistent material behavior throughout the process.
Tools Required for Material Preparation
Professional thermoforming operations rely on accurate preparation equipment. Typical tools include CNC routers, panel saws, trimming equipment, sanding systems, measuring devices, templates, and inspection tools. Proper personal protective equipment should always be used during preparation and fabrication procedures.
A clean and organized workstation contributes significantly to fabrication quality. Establishing repeatable preparation procedures helps improve consistency, reduce waste, and enhance production efficiency throughout the thermoforming process.
III. Heating Solid Surface Material
Heating is the most critical stage of the thermoforming process. Proper temperature control directly influences material flexibility, dimensional stability, surface appearance, and final product quality. Insufficient heating can result in whitening, cracking, or incomplete forming, while excessive heating may lead to discoloration, surface degradation, or permanent material damage.
Professional fabricators carefully balance temperature, heating duration, sheet thickness, mold complexity, and material formulation to achieve consistent thermoforming results.
Quick Thermoforming Reference Table
| Parameter | Typical Recommendation |
| Material Type | Pure Acrylic Solid Surface |
| Sheet Thickness | 12 mm |
| Forming Temperature | 160–170°C (320–338°F) |
| Heating Time | 20–35 Minutes |
| Cooling Temperature | Below 45°C |
| Cooling Duration | 30–45 Minutes |
| Recommended Radius | 3T–10T Depending on Material |
| Best Material for Complex Curves | Pure Acrylic Solid Surface |
A. Preheating
Preheating establishes the foundation for successful thermoforming. The objective is to raise the temperature of the entire sheet uniformly so that the material reaches a flexible and formable state without creating localized hot spots or thermal stress concentrations.
Uniform heating is particularly important when forming large panels, integrated basins, deep curves, or complex three-dimensional shapes. Uneven heating can result in inconsistent stretching and undesirable surface deformation.
Heating Methods
- Air Circulation Ovens – Most common for professional fabrication.
- Platen Press Ovens – Faster heat transfer through direct contact.
- Convection Ovens – Uniform heating for larger sheets.
- Infrared Heating Systems – Used selectively for specific applications.

Recommended Heating Range
| Material | Recommended Temperature |
| Pure Acrylic Solid Surface | 160–170°C |
| Modified Acrylic Solid Surface | 150–165°C |
Fabricators should always verify the recommendations provided by the material manufacturer, as formulations and color collections may require specific adjustments.
Oven Calibration
Accurate oven calibration is essential for maintaining process consistency. Regular calibration helps verify that actual oven temperatures match programmed set points. In production environments, calibration checks should be conducted periodically to prevent deviations that may affect forming quality.
B. Material Flexibility

Once the target temperature is achieved, the sheet enters its thermoforming window where flexibility reaches an optimal level for shaping. During this stage, the material can be transferred onto molds or vacuum forming systems.
Factors Affecting Flexibility
- Material formulation
- Sheet thickness
- Heating duration
- Material color
- Mineral filler content
- Ambient workshop temperature
Pure acrylic solid surface generally demonstrates greater flexibility and lower shape memory compared with modified acrylic alternatives, making it more suitable for tight-radius thermoforming applications.
Techniques to Improve Formability
For challenging designs, fabricators may selectively reduce material thickness, modify mold geometry, increase forming radii, or optimize heating cycles. These adjustments help improve material flow while minimizing stress concentrations during shaping.
C. Heating

During the final heating stage, maintaining temperature stability is more important than simply increasing heat. Raising oven temperatures excessively may shorten heating time, but it also increases the risk of overheating, discoloration, internal stress development, and surface damage.
Temperature Measurement and Control
Professional fabricators utilize a combination of monitoring methods to verify material temperature:
- Infrared thermometers
- Contact thermocouples
- Embedded temperature sensors
- Oven monitoring systems
Consistent temperature measurement helps ensure that every sheet enters the forming stage within the correct thermoforming window. This practice significantly improves repeatability and reduces production defects.
Important Heating Precautions
- Avoid overheating beyond manufacturer recommendations.
- Maintain uniform air circulation throughout the oven.
- Do not stack sheets during heating.
- Ensure sheets are fully supported during heating cycles.
- Verify calibration regularly.
- Transfer heated sheets to molds promptly.
Successful thermoforming depends on achieving a balance between temperature, time, material flexibility, and forming speed. Well-controlled heating procedures create the conditions necessary for high-quality thermoformed products with excellent dimensional stability and surface appearance.
IV. Bending and Shaping
Once the material reaches the correct thermoforming temperature, it enters the shaping stage. This phase determines the final geometry, dimensional accuracy, and surface quality of the finished component. Proper handling during transfer and forming is essential because the material remains highly flexible while hot and can deform under its own weight if unsupported.
Understanding Forming Radius
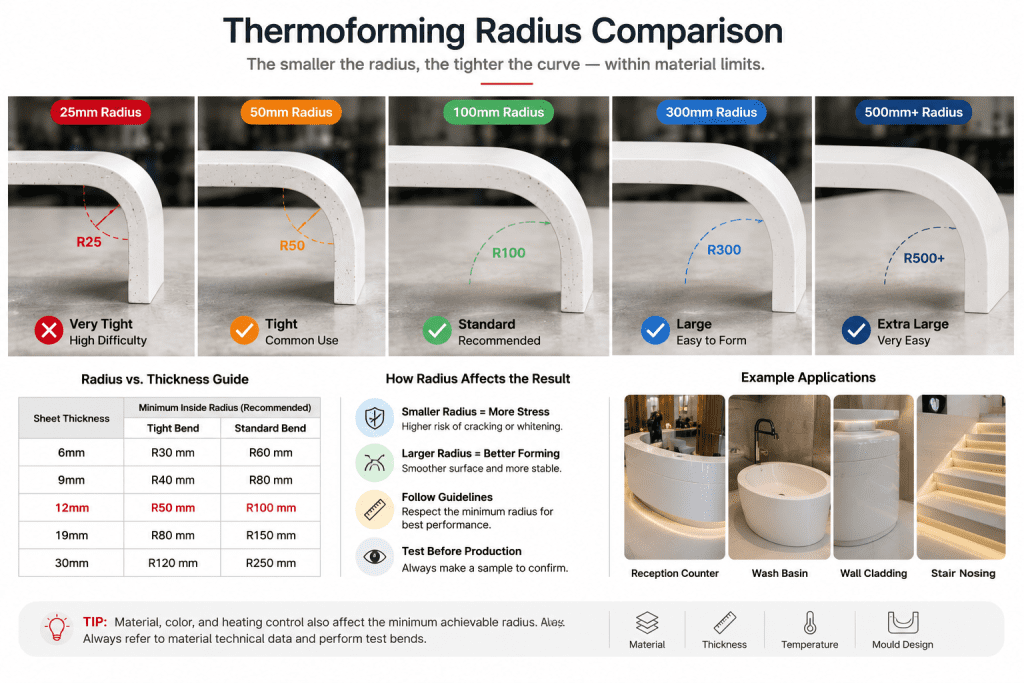
One of the most important design considerations in thermoforming is bending radius. Every solid surface material has a minimum forming radius determined by formulation, thickness, color, and heating conditions. Attempting to form tighter radii than recommended may lead to whitening, cracking, surface stress, or long-term shape recovery.
| Material Thickness | Typical Recommended Radius |
| 6 mm | 20–50 mm |
| 12 mm | 50–120 mm |
| Special Forming Designs | Project Specific Testing Required |
Techniques for Bending and Shaping
- Drape Forming – Material is allowed to naturally conform over a mold.
- Edge Bending – Common for countertops and reception desks.
- Vacuum Forming – Used for precision and repeatability.
- Matched Mold Forming – Suitable for complex three-dimensional shapes.
- Integrated Basin Forming – Specialized process for sink manufacturing.
The selected technique should balance appearance, dimensional stability, production efficiency, and material limitations.
Integrated Basin Thermoforming
Integrated wash basins represent one of the most recognized applications of acrylic solid surface thermoforming. Through controlled heating and matched molds, fabricators can create seamless bowl structures with smooth internal radii and hygienic transitions.
This process is widely used in hospitality, healthcare, commercial washrooms, educational facilities, and residential bathroom projects where durability, cleanability, and visual continuity are important.
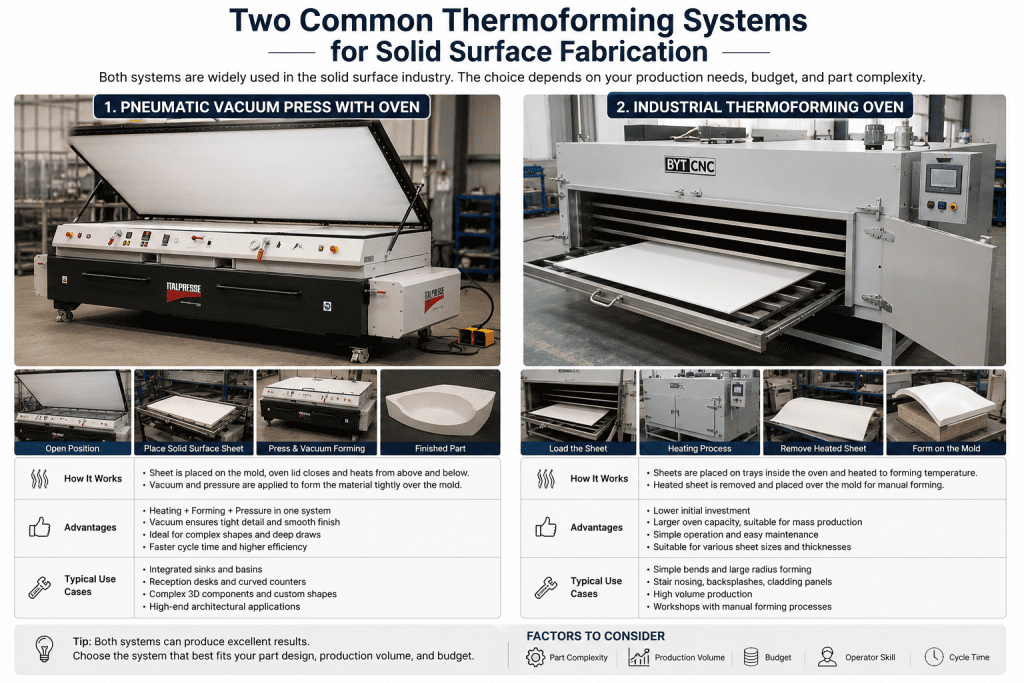
Shaping Approaches (Vacuum Pressing & Hydraulic Pressing)

Vacuum Pressing
Vacuum pressing is one of the most widely adopted thermoforming technologies in the solid surface industry. A vacuum membrane pulls the heated sheet tightly against the mold surface, allowing the material to reproduce curves and details with high accuracy.
This method offers excellent repeatability and is particularly effective for reception counters, integrated basins, curved furniture, and custom architectural elements.
Hydraulic Pressing
Hydraulic systems apply controlled pressure through mechanical compression. These systems are commonly used when dimensional accuracy, structural integrity, or production consistency is critical.
Compared with vacuum forming, hydraulic systems generally provide higher pressure but require more complex tooling and equipment investment.
V. Forms and Molds
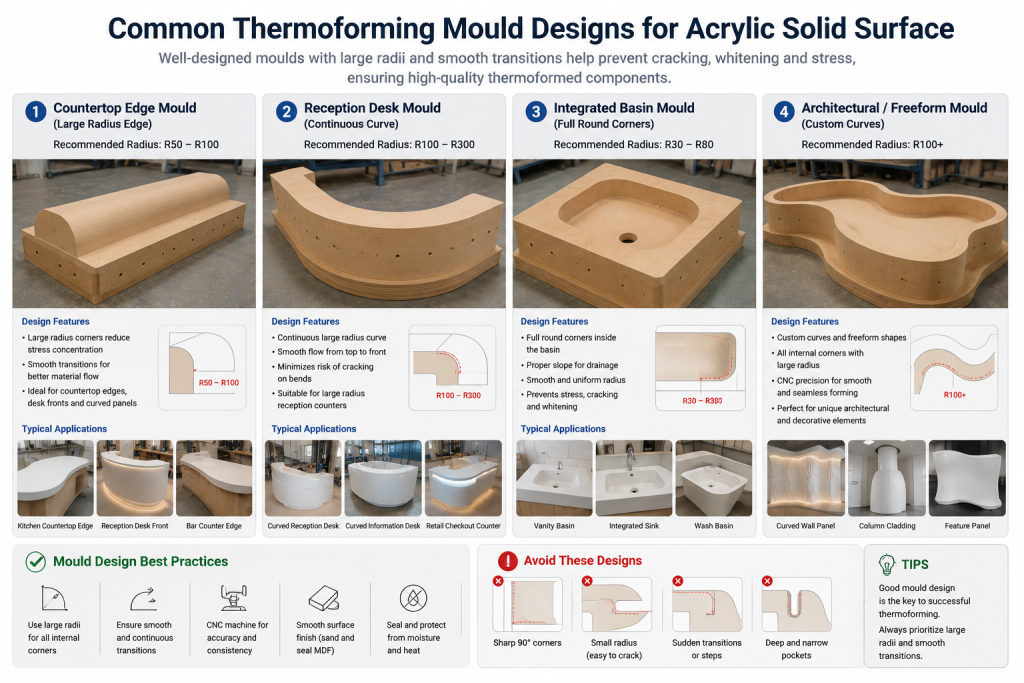
Molds serve as the foundation of every thermoforming operation. Regardless of material quality or heating accuracy, poorly designed molds will result in dimensional variation, surface defects, or inconsistent forming results.
Common Mold Materials
- MDF
- Plywood
- Hardwood
- Composite Tooling Board
- Aluminum
- Steel
The choice of mold material depends on production quantity, dimensional requirements, budget, and expected service life.
Types of Molds
- Male Mold
- Female Mold
- Matched Mold
- Vacuum Forming Mold
Matched molds generally produce the highest dimensional consistency and are commonly used for integrated basin production and precision architectural components.
Mold Design Considerations
- Draft Angles
- Release Characteristics
- Thermal Expansion
- Radius Continuity
- Surface Finish
- Ventilation Design
Good mold design reduces stress concentration, improves repeatability, and increases manufacturing efficiency.
Preparation and Use of Molds
Before production, mold surfaces should be checked for smoothness, dimensional accuracy, and release performance. Mold temperature should also be considered, as excessive temperature difference between the heated sheet and the mold may influence cooling behavior and final shape stability.
VI. Cool Down
Cooling is often underestimated, yet it is one of the most important stages of the thermoforming process. The material must remain securely supported in the mold until sufficient rigidity has been restored.
Premature removal from the mold may lead to shape recovery, warping, dimensional instability, or long-term stress development.
Importance of Controlled Cooling
Controlled cooling allows internal stresses to dissipate gradually while preserving the desired geometry. Uniform cooling improves dimensional accuracy and reduces the risk of post-forming distortion.
Cooling Best Practices
- Maintain mold support during cooling.
- Avoid forced cooling immediately after forming.
- Allow temperature to reduce gradually.
- Prevent drafts and uneven airflow.
- Verify part temperature before demolding.
Cooling Time Considerations
Cooling duration varies according to material thickness, mold mass, ambient temperature, and component complexity. Most 12 mm acrylic solid surface applications require approximately 30–45 minutes of controlled cooling before removal from the mold.
For deep draws, integrated basins, and large architectural elements, extended cooling periods may be necessary to achieve long-term dimensional stability.
VII. Final Touches
Once the thermoformed component has completed the cooling cycle, the fabrication process enters its final stage. This phase focuses on dimensional refinement, seam integration, surface finishing, and quality verification. Proper finishing ensures that the final product meets both visual and performance expectations.
Seaming Techniques
One of the unique advantages of acrylic solid surface is its ability to create inconspicuous seams using color-matched adhesives. Properly fabricated joints allow multiple thermoformed components to be assembled into larger structures while maintaining a continuous appearance.
- Use color-matched adhesive systems.
- Prepare bonding surfaces carefully.
- Maintain proper clamping pressure.
- Allow full adhesive curing before finishing.
- Inspect joints for continuity and alignment.
Trimming and Finishing
After thermoforming, excess material is removed using CNC routers, trimming fixtures, or precision cutting equipment. The finished component is then sanded and refined to achieve the specified surface finish.
Surface finishes may range from matte to semi-gloss depending on project requirements. Consistent sanding procedures help eliminate visual inconsistencies and improve overall appearance.
Quality Control
Professional fabricators typically verify the following parameters before releasing thermoformed products:
- Dimensional accuracy
- Radius consistency
- Surface appearance
- Seam quality
- Structural stability
- Color consistency
- Installation readiness
VIII. Ovens
The thermoforming oven plays a central role in determining process consistency. Uniform heating, accurate temperature control, and repeatable performance are essential for successful forming results.
Overview of Different Oven Types
| Oven Type | Characteristics | Typical Applications |
| Hot Air Oven | Uniform heating | General thermoforming |
| Convection Oven | Controlled air circulation | Large sheet forming |
| Platen Press Oven | Direct heat transfer | Fast production cycles |
| Infrared Oven | Rapid heating | Specialized applications |
Calibration of Ovens
Calibration should be performed regularly to ensure actual temperatures match programmed settings. Even small temperature deviations can influence flexibility, cooling behavior, and final product quality.
Best Practices for Oven Use
- Preheat ovens before loading material.
- Verify temperature stability before production.
- Maintain proper air circulation.
- Avoid overheating beyond manufacturer recommendations.
- Monitor temperature throughout the cycle.
- Record process parameters for repeatability.
IX. Thermoforming Specifications for Different Brands of Solid Surface
Comparison of Thermoforming Requirements for Various Brands
Although acrylic solid surface materials share many common characteristics, thermoforming requirements may vary between manufacturers due to differences in resin systems, filler content, pigments, proprietary formulations, sheet thickness, and published fabrication guidelines.
The following comparison summarizes thermoforming recommendations collected from major solid surface brands and serves as a quick reference for fabricators evaluating different materials. Always verify current technical documentation from the manufacturer before production.
| Brand | Heating Temperature | Heating Time | Material Thickness | Cooling Time | Special Considerations |
| Corian | 160°C – 170°C | 25 – 35 min | 12 mm (1/2″) | 45 min | Dark colors may experience color change |
| Acrion | 160°C – 170°C | 20 – 30 min | 12 mm (1/2″) | 40 min | Thorough cooling is crucial for maintaining shape |
| Tristone | 150°C | 15 – 20 min | 9 mm (3/8″) | 30 min | Allows for creating smooth-flowing designs |
| Wilsonart | 160°C | 25 – 35 min | 12 mm (1/2″) | 40 min | Proper heating of the entire sheet is crucial |
| Krion | 140°C (285°F) | 18 min | 12 mm (1/2″) | 30 min | Thermoforming process used for intricate designs |
| LG Hausys | 155°C – 165°C | 20 – 30 min | 6 mm (1/4″) | 35 min | Transparent particulates may not thermoform well |
| Staron | 150°C | 18 – 25 min | 9 mm (3/8″) | 30 min | Suitable for creating 3D shapes |
| Hanex | 160°C – 170°C | 25 – 35 min | 12 mm (1/2″) | 40 min | Thorough cooling is crucial for maintaining shape |
| Meganite | 155°C – 160°C | 20 – 30 min | 6 mm (1/4″) | 35 min | Material flexibility depends on the specific blend |
| Aristech Surfaces | 160°C | 25 – 35 min | 12 mm (1/2″) | 40 min | Caution required when thermoforming dark colors |
| Durasein | 155°C – 165°C | 20 – 30 min | 6 mm (1/4″) | 40 min | Not suitable for horizontal applications |
This comparison provides a practical overview of temperature, time, material thickness, cooling, and special considerations across leading solid surface brands. Because individual colors and formulations may behave differently during heating and forming, fabricators should use this table as a reference point rather than a substitute for project-specific testing.
Key Observations From the Brand Comparison
- Most brands form within the 150°C–170°C range. This confirms the importance of stable oven control rather than excessive heating.
- 12 mm sheets are widely used for commercial thermoforming. However, several brands also publish recommendations for 6 mm or 9 mm applications.
- Cooling time is critical. Many brands emphasize 30–45 minutes of cooling to maintain shape stability.
- Dark colors and specialty particles require caution. Pigments, particulates, and translucency can influence thermoforming behavior.
- Manufacturer documentation remains essential. Published data may change, and each project should be verified before production.
Industry Thermoforming Comparison Analysis
Corian, HIMACS, Hanex, Staron, Krion, Tristone, Wilsonart, Meganite, Durasein, Aristech Surfaces, and ACRION all represent different approaches to acrylic solid surface formulation and fabrication support. The comparison above shows that thermoforming performance is not determined by temperature alone. Material composition, pigmentation, sheet thickness, mold design, heating uniformity, and cooling control all contribute to final results.
For professional fabrication, the best practice is to combine manufacturer recommendations with internal testing records. This is especially important for demanding applications such as integrated basins, tight-radius curves, large reception counters, and complex architectural elements.
Pure Acrylic vs Modified Acrylic Thermoforming
One of the most common questions asked by fabricators is whether pure acrylic or modified acrylic solid surface performs better during thermoforming. While both materials can be thermoformed under appropriate conditions, their performance characteristics differ significantly.
| Property | Pure Acrylic | Modified Acrylic |
| Flexibility | Excellent | Moderate |
| Shape Retention | Excellent | Good |
| Small Radius Forming | Better | Limited |
| Complex Curves | Excellent | Moderate |
| Integrated Basin Production | Excellent | Limited |
| Architectural Applications | Highly Suitable | Project Dependent |
For demanding applications involving integrated basins, curved reception counters, healthcare environments, and custom architectural installations, pure acrylic solid surface is generally considered the preferred material due to its superior thermoforming behavior, shape memory characteristics, and long-term dimensional stability.
Modified acrylic materials remain a cost-effective solution for many projects, but they may require larger radii and more conservative forming parameters when compared with pure acrylic alternatives.
X. Process Development and Troubleshooting
Even with well-designed molds and properly calibrated equipment, thermoforming challenges may occasionally occur. Maintaining detailed process records and implementing structured troubleshooting procedures helps fabricators improve consistency, reduce waste, and optimize production efficiency.
Process Documentation
Professional fabricators typically record the following parameters for every thermoforming project:
- Material type and color
- Sheet thickness
- Heating temperature
- Heating duration
- Mold identification
- Mold temperature
- Cooling duration
- Ambient workshop temperature
- Operator information
- Production results
Consistent record keeping allows process variables to be analyzed and optimized over time.
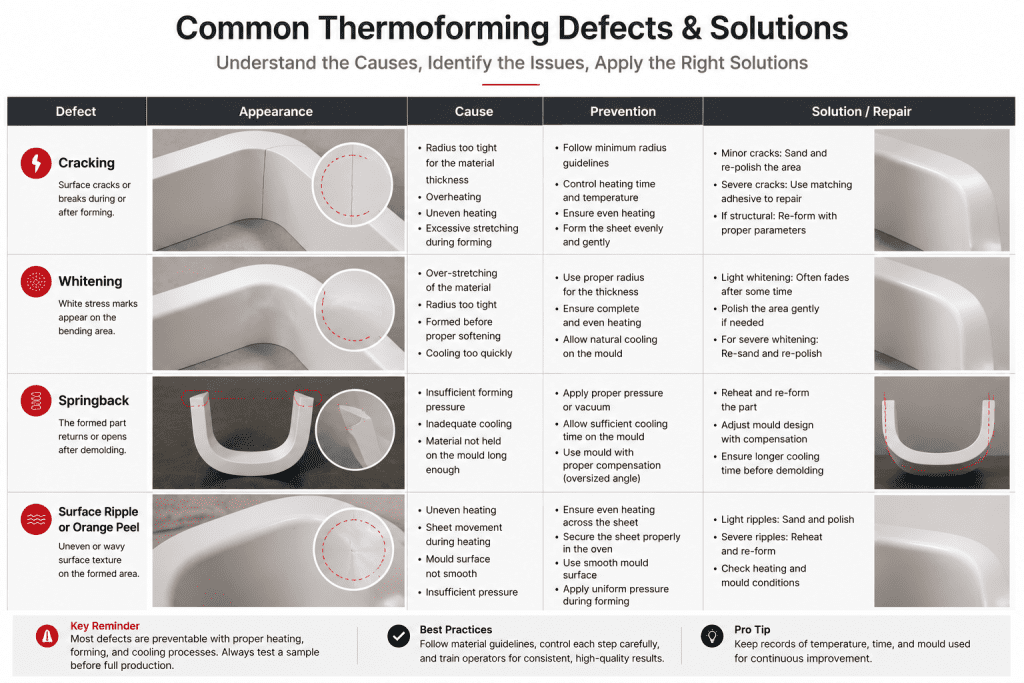
Common Thermoforming Defects and Solutions
| Issue | Possible Cause | Recommended Solution |
| Whitening | Insufficient heating or excessive stress | Increase heating consistency and review radius design |
| Cracking | Radius too small or material overstressed | Increase radius and verify temperature profile |
| Wrinkling | Excess compression during forming | Review mold design and material flow |
| Shape Recovery | Insufficient cooling time | Extend cooling duration before demolding |
| Surface Marks | Mold imperfections | Improve mold finish and maintenance |
| Color Change | Overheating | Reduce forming temperature and cycle time |
Most thermoforming defects can be minimized through proper temperature control, mold design optimization, and adherence to manufacturer recommendations.
Optimization of Thermoforming Process
Process optimization requires identifying the limiting factor in each production cycle. Heating temperature, mold design, forming speed, cooling duration, and material thickness should be adjusted carefully based on test results. Favoring material sliding over excessive stretching and compression over uncontrolled elongation helps reduce deformation and improve repeatability.
Troubleshooting Common Issues
Thermoforming challenges should be addressed systematically. Whitening may indicate insufficient heat or excessive stress. Wrinkling may suggest excessive compression or poor mold design. Tearing can result from sharp edges, pinching, or exceeded material capability. Surface marks often point to mold finish issues. Each defect should be evaluated through temperature records, mold inspection, and forming observations.
XI. Safety Considerations
Thermoforming involves elevated temperatures, heated equipment, and large material handling operations. Establishing safe working procedures is essential for protecting personnel and maintaining efficient production environments.
Personal Protective Equipment (PPE)
- Heat-resistant gloves
- Safety glasses
- Protective footwear
- Long-sleeve work clothing
- Hearing protection where required
Workshop Safety Best Practices
- Maintain adequate ventilation.
- Keep emergency exits unobstructed.
- Inspect ovens regularly.
- Train operators on safe material handling.
- Follow manufacturer operating instructions.
- Maintain emergency response procedures.
Safety should be integrated into every stage of the thermoforming process, from material preparation through final fabrication.
Frequently Asked Questions
What temperature is required for solid surface thermoforming?
Most pure acrylic solid surface materials are thermoformed within a temperature range of approximately 160–170°C (320–338°F). Actual requirements may vary depending on brand, color, sheet thickness, and project geometry.
Can quartz be thermoformed?
No. Quartz surfaces cannot be thermoformed in the same way as acrylic solid surface. Thermoforming is a unique characteristic associated primarily with acrylic-based solid surface materials.
Does thermoforming weaken solid surface?
When performed according to manufacturer recommendations, thermoforming does not significantly weaken acrylic solid surface. Proper heating, cooling, and radius design are essential for maintaining long-term performance.
What is the minimum bending radius for solid surface?
The minimum radius depends on material type, thickness, color, and forming conditions. Fabricators should consult manufacturer guidelines and conduct testing for demanding applications.
Can solid surface be reheated and reshaped?
In many cases, acrylic solid surface can be reheated and reshaped within certain limitations. However, repeated thermoforming cycles may affect material performance and should be evaluated carefully.
Which solid surface material is best for thermoforming?
Pure acrylic solid surface is generally regarded as the preferred material for demanding thermoforming applications because of its superior flexibility, shape retention, and ability to achieve tighter radii.
XII. Conclusion
Solid surface thermoforming remains one of the most powerful fabrication techniques available to architects, designers, and fabricators. By combining controlled heating, precision molds, proper cooling procedures, and professional finishing methods, acrylic solid surface sheets can be transformed into seamless three-dimensional forms that deliver both functional and aesthetic value.
From integrated wash basins and healthcare counters to curved reception desks and custom architectural installations, thermoforming continues to expand the design possibilities of modern solid surface materials.
Success ultimately depends on understanding material behavior, following manufacturer recommendations, and implementing consistent fabrication practices throughout every stage of the process.
Thermoformable Acrylic Solid Surface From ACRION
ACRION manufactures pure acrylic solid surface sheets engineered for fabrication, thermoforming, and architectural applications. Our materials are widely used for integrated basins, curved reception counters, healthcare projects, hospitality interiors, retail fixtures, and custom commercial installations worldwide.
- Pure Acrylic Solid Surface
- Thermoforming-Friendly Formulations
- Integrated Basin Manufacturing
- Architectural Project Support
- OEM & Custom Production
- Global Export Experience