Cập nhật lần cuối: tháng 6 năm 2026
Tìm hiểu quy trình tạo hình nhiệt bề mặt rắn hoàn chỉnh, bao gồm chuẩn bị vật liệu, nhiệt độ gia nhiệt, thiết kế khuôn, kỹ thuật uốn, quy trình làm mát, xử lý sự cố và các phương pháp chế tạo tốt nhất cho các ứng dụng bề mặt rắn acrylic.
Sự kiện ép nhiệt nhanh
| Vật liệu | Bề mặt rắn acrylic nguyên chất |
| Độ dày điển hình | 12mm |
| Nhiệt độ hình thành | 160–170°C |
| Nhiệt độ làm mát | Dưới 45°C |
| Ứng dụng phổ biến | Chậu tích hợp, Bàn tiếp tân, Quầy chăm sóc sức khỏe, Đồ đạc bán lẻ |
| Vật liệu được đề xuất | Bề mặt rắn acrylic nguyên chất |
Nhiệt tạo bề mặt rắn là gì?
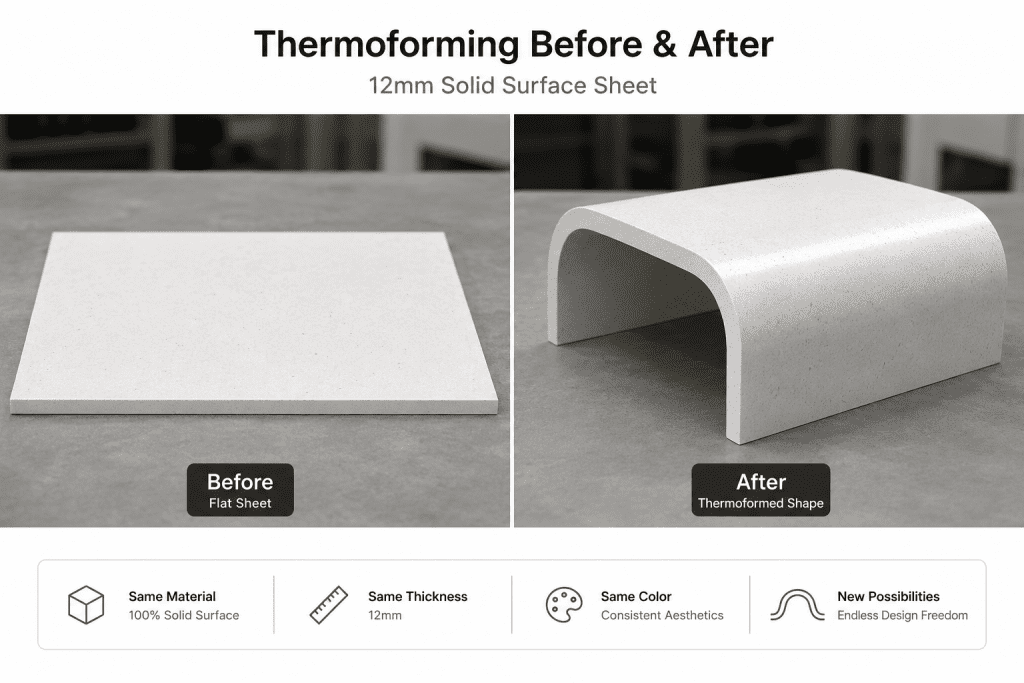
Định hình nhiệt bề mặt rắn là quá trình làm nóng các tấm bề mặt rắn acrylic cho đến khi chúng đủ dẻo để uốn cong, đúc hoặc tạo hình thành các dạng cong và ba chiều. Sau khi được nung nóng đến phạm vi nhiệt độ thích hợp, vật liệu có thể được tạo hình trên khuôn và duy trì hình dạng trong giai đoạn làm nguội.
Không giống như các vật liệu thạch anh, đá granit, sứ hoặc gốm, bề mặt rắn acrylic sở hữu các đặc tính tạo nhiệt độc đáo cho phép các nhà chế tạo tạo ra các đường cong liền mạch, bồn rửa tích hợp, mặt bàn tròn, đồ nội thất điêu khắc và các yếu tố kiến trúc tùy chỉnh. Khả năng này là một trong những ưu điểm nổi bật giúp phân biệt bề mặt rắn acrylic với nhiều vật liệu bề mặt cạnh tranh.
Thermoforming đã trở thành một kỹ thuật chế tạo cốt lõi trong các dự án thương mại, chăm sóc sức khỏe, khách sạn, bán lẻ và dân cư. Các nhà thiết kế và chế tạo sử dụng bề mặt rắn được định hình nhiệt để đạt được hình học uyển chuyển và chuyển tiếp liền mạch mà khó hoặc không thể sản xuất bằng vật liệu đá truyền thống.
Các nhãn hiệu bề mặt rắn acrylic cao cấp như Corian®, HIMACS®, Staron®, Krion®, Hanex®, Tristone® và ACRION® được công nhận về khả năng tạo hình nhiệt. Tuy nhiên, hiệu suất thực tế có thể khác nhau tùy thuộc vào công thức, bộ sưu tập màu, độ dày tấm, phương pháp gia nhiệt và quy trình chế tạo.
Các ứng dụng tạo nhiệt thông thường
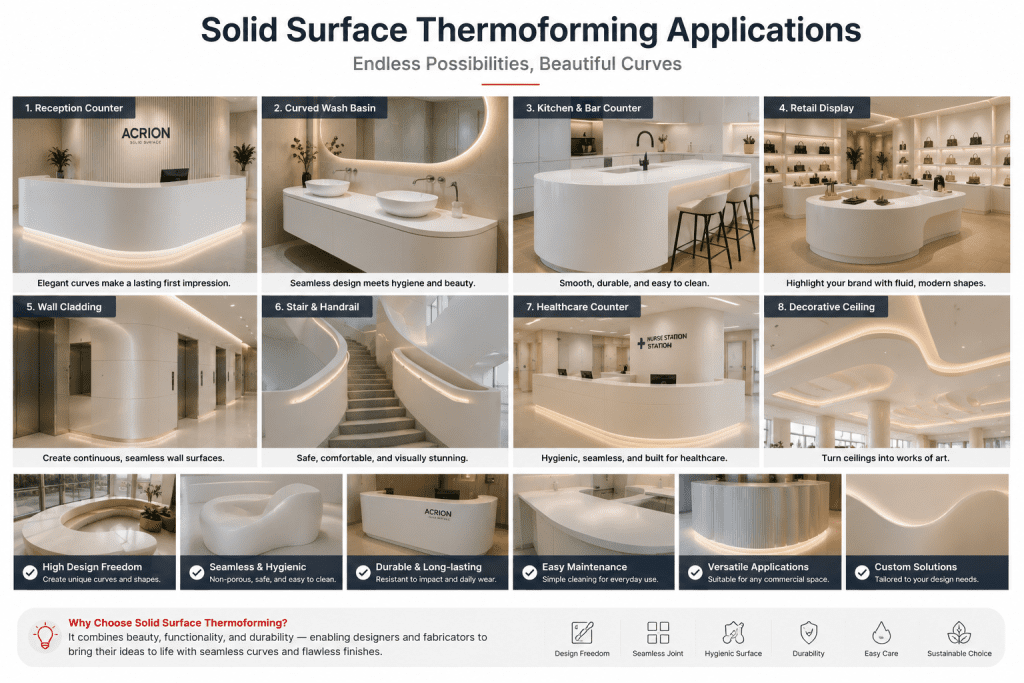
Tính linh hoạt của phương pháp ép nóng bề mặt rắn acrylic cho phép các nhà chế tạo tạo ra nhiều loại sản phẩm kiến trúc và chức năng. Dưới đây là một số ứng dụng phổ biến nhất được tìm thấy trong các dự án thương mại và dân cư hiện đại.
Chậu rửa tích hợp
Chậu rửa định hình nhiệt là một trong những ứng dụng dễ nhận biết nhất của bề mặt rắn acrylic. Bằng cách kết hợp nhiệt, khuôn và chế tạo chính xác, các nhà chế tạo có thể tạo ra hệ thống bồn rửa liền mạch với bán kính mịn, tăng cường vệ sinh và tính thẩm mỹ hiện đại.
Bàn tiếp tân cong
Các khách sạn, văn phòng công ty, sân bay và các khu phát triển thương mại thường xuyên sử dụng quầy tiếp tân được tạo hình bằng nhiệt để đạt được các thiết kế kiến trúc linh hoạt. Những đường cong liền mạch giúp tạo ra trải nghiệm hình ảnh cao cấp đồng thời duy trì độ bền lâu dài.
Quầy chăm sóc sức khỏe
Môi trường chăm sóc sức khỏe được hưởng lợi từ bề mặt rắn được định hình nhiệt do đặc tính không xốp và khả năng giảm các khớp khó làm sạch. Trạm y tá cong, bồn rửa tích hợp và bàn làm việc liền mạch là những ví dụ phổ biến.
Nội thất trưng bày bán lẻ
Các thương hiệu bán lẻ thường sử dụng bề mặt rắn định hình nhiệt để sản xuất bàn trưng bày, tường đặc trưng, tủ trưng bày sản phẩm và đồ đạc tùy chỉnh. Khả năng tạo các đường cong liên tục hỗ trợ các khái niệm thiết kế bán lẻ cao cấp.
I. Giới thiệu
Tạo hình nhiệt bề mặt rắn là một trong những kỹ thuật chế tạo có giá trị nhất hiện có trong ngành kiến trúc bề mặt. Bằng cách nung nóng cẩn thận các tấm bề mặt rắn acrylic và tạo hình chúng trên khuôn, các nhà chế tạo có thể tạo ra các đường cong liền mạch, bồn rửa tích hợp, đồ nội thất điêu khắc và các yếu tố kiến trúc ba chiều tùy chỉnh mà khó hoặc không thể đạt được bằng vật liệu đá truyền thống.
Quá trình này kết hợp khoa học vật liệu, kiểm soát nhiệt độ, kỹ thuật khuôn mẫu và chuyên môn chế tạo. Khi được thực hiện chính xác, quá trình tạo hình nhiệt cho phép các nhà thiết kế biến các tấm phẳng thành các dạng có chức năng và bắt mắt trong khi vẫn duy trì các đặc tính hiệu suất khiến bề mặt rắn acrylic trở thành vật liệu ưa thích cho các ứng dụng thương mại, chăm sóc sức khỏe, khách sạn, bán lẻ và dân cư.
Tổng quan về ép nóng bề mặt rắn
Công nghệ ép nóng liên quan đến việc làm nóng tấm bề mặt rắn acrylic đến phạm vi nhiệt độ được kiểm soát, nơi vật liệu trở nên linh hoạt và có thể định hình được. Sau đó, tấm được gia nhiệt sẽ được chuyển vào khuôn, máy ép chân không hoặc thiết bị định hình để tạo hình thành hình dạng mong muốn trước khi được làm mát và ổn định.
Không giống như các phương pháp uốn cơ học có thể gây ra sự tập trung ứng suất, tạo hình nhiệt cho phép vật liệu được định hình lại một cách đồng nhất. Quá trình này cho phép tạo ra bán kính mịn, đường cong uyển chuyển, bát tích hợp, mặt bàn tròn và các dạng kiến trúc phức tạp trong khi vẫn giữ được tính liên tục của bề mặt và chất lượng thẩm mỹ.
Tầm quan trọng và ứng dụng
Tầm quan trọng của việc tạo hình nhiệt còn vượt xa cả tính thẩm mỹ. Các dạng cong thường cải thiện tính công thái học, vệ sinh, an toàn và trải nghiệm người dùng. Chuyển tiếp liền mạch giúp loại bỏ bẫy bụi bẩn, giảm yêu cầu làm sạch và góp phần tạo nên ngôn ngữ thiết kế đương đại ngày càng được các kiến trúc sư và nhà thiết kế nội thất ưa chuộng.
Ngày nay, các thành phần bề mặt rắn định hình nhiệt được sử dụng rộng rãi trong bồn rửa tích hợp, bàn tiếp tân, trạm y tá, bàn làm việc trong phòng thí nghiệm, quầy dịch vụ sân bay, đồ đạc bán lẻ, nội thất khách sạn, cơ sở giáo dục và các ứng dụng nội thất tùy chỉnh. Khi các công nghệ chế tạo tiếp tục phát triển, việc tạo hình nhiệt vẫn là một trong những lợi thế nổi bật của vật liệu bề mặt rắn acrylic.
Hướng dẫn này cung cấp thông tin tổng quan toàn diện về quy trình tạo hình nhiệt, bao gồm chuẩn bị vật liệu, kỹ thuật gia nhiệt, thiết kế khuôn, phương pháp tạo hình, quy trình làm mát, chiến lược khắc phục sự cố và các phương pháp thực hành tốt nhất được các nhà chế tạo chuyên nghiệp trên toàn thế giới sử dụng.
II. Chuẩn bị vật liệu
Quá trình tạo hình nhiệt thành công bắt đầu từ rất lâu trước khi tấm được đưa vào lò. Lựa chọn vật liệu, chuẩn bị tấm, chất lượng cạnh, lập kế hoạch kích thước và kiểm tra khuyết tật đều ảnh hưởng đến kết quả tạo hình cuối cùng. Việc chuẩn bị thích hợp giúp giảm nguy cơ nứt, làm trắng, biến dạng và sai lệch về kích thước trong quá trình tạo hình nhiệt.
Lựa chọn vật liệu
Không phải tất cả các vật liệu có bề mặt rắn đều thể hiện hiệu suất ép nóng giống nhau. Bề mặt rắn acrylic nguyên chất thường mang lại độ linh hoạt vượt trội, khả năng giữ hình dạng và độ ổn định lâu dài khi so sánh với các công thức acrylic biến tính. Lựa chọn vật liệu nên xem xét bán kính yêu cầu, độ phức tạp của hình dạng, môi trường dự án và phương pháp chế tạo.
Đối với các ứng dụng đòi hỏi liên quan đến bán kính chật hẹp, bồn rửa tích hợp, đường cong sâu hoặc hình thức điêu khắc cao, bề mặt rắn acrylic nguyên chất thường là lựa chọn ưu tiên do đặc tính tạo nhiệt nâng cao của nó.
Tổng quan về vật liệu
Tấm bề mặt rắn acrylic là vật liệu tổng hợp được thiết kế bao gồm chủ yếu là nhựa acrylic và chất độn khoáng. Thành phần độc đáo của chúng cho phép vật liệu mềm ra khi đun nóng trong khi vẫn duy trì đủ tính toàn vẹn về cấu trúc để tạo thành các hình dạng chính xác.
Màu sắc và công thức khác nhau có thể thể hiện những khác biệt nhỏ trong hoạt động tạo hình nhiệt. Màu tối, thiết kế nhiều hạt, bộ sưu tập trong suốt và hiệu ứng trang trí đặc biệt có thể yêu cầu điều chỉnh quy trình để đạt được kết quả tối ưu.
Khả năng và chuẩn bị vật liệu
Trước khi bắt đầu ép nóng, các tấm phải được cắt có kích thước hơi lớn để phù hợp với các thao tác cắt tỉa sau khi tạo hình. Các nhà chế tạo nên kiểm tra tất cả các bề mặt một cách cẩn thận xem có bị sứt mẻ, trầy xước, nứt, nhiễm bẩn hoặc các lỗi sản xuất có thể bị khuếch đại trong quá trình gia nhiệt và tạo hình hay không.
Các khuyết tật bề mặt thường đóng vai trò là điểm tập trung ứng suất trong quá trình tạo hình và có thể làm tăng nguy cơ hư hỏng. Việc chuẩn bị cẩn thận giúp đảm bảo tính chất nhất quán của vật liệu trong suốt quá trình.
Dụng cụ cần thiết để chuẩn bị nguyên liệu
Hoạt động tạo hình nhiệt chuyên nghiệp dựa vào thiết bị chuẩn bị chính xác. Các công cụ điển hình bao gồm bộ định tuyến CNC, máy cưa bảng, thiết bị cắt tỉa, hệ thống chà nhám, thiết bị đo lường, mẫu và công cụ kiểm tra. Thiết bị bảo hộ cá nhân thích hợp phải luôn được sử dụng trong quá trình chuẩn bị và chế tạo.
Một trạm làm việc sạch sẽ và có tổ chức góp phần đáng kể vào chất lượng chế tạo. Việc thiết lập các quy trình chuẩn bị lặp lại giúp cải thiện tính nhất quán, giảm lãng phí và nâng cao hiệu quả sản xuất trong suốt quá trình ép nóng.
III. Vật liệu bề mặt rắn sưởi ấm
Gia nhiệt là giai đoạn quan trọng nhất của quá trình ép nóng. Kiểm soát nhiệt độ thích hợp ảnh hưởng trực tiếp đến tính linh hoạt của vật liệu, độ ổn định kích thước, hình thức bề mặt và chất lượng sản phẩm cuối cùng. Nhiệt độ không đủ có thể dẫn đến hiện tượng trắng, nứt hoặc hình thành không hoàn chỉnh, trong khi nhiệt độ quá cao có thể dẫn đến sự đổi màu, suy thoái bề mặt hoặc hư hỏng vật liệu vĩnh viễn.
Các nhà chế tạo chuyên nghiệp cân bằng cẩn thận nhiệt độ, thời gian gia nhiệt, độ dày tấm, độ phức tạp của khuôn và công thức vật liệu để đạt được kết quả ép nóng nhất quán.
Bảng tham khảo định hình nhiệt nhanh
| tham số | Khuyến nghị điển hình |
| Loại vật liệu | Bề mặt rắn acrylic nguyên chất |
| Độ dày tấm | 12mm |
| Nhiệt độ hình thành | 160–170°C (320–338°F) |
| Thời gian làm nóng | 20–35 phút |
| Nhiệt độ làm mát | Dưới 45°C |
| Thời gian làm mát | 30–45 phút |
| Bán kính đề xuất | 3T–10T Tùy thuộc vào vật liệu |
| Vật liệu tốt nhất cho các đường cong phức tạp | Bề mặt rắn acrylic nguyên chất |
A. Làm nóng sơ bộ
Làm nóng sơ bộ thiết lập nền tảng cho quá trình tạo hình nhiệt thành công. Mục tiêu là tăng nhiệt độ của toàn bộ tấm một cách đồng đều để vật liệu đạt đến trạng thái linh hoạt và có thể tạo hình mà không tạo ra các điểm nóng cục bộ hoặc tập trung ứng suất nhiệt.
Việc gia nhiệt đồng đều đặc biệt quan trọng khi tạo hình các tấm lớn, bồn tích hợp, đường cong sâu hoặc hình dạng ba chiều phức tạp. Gia nhiệt không đều có thể dẫn đến độ giãn không đều và biến dạng bề mặt không mong muốn.
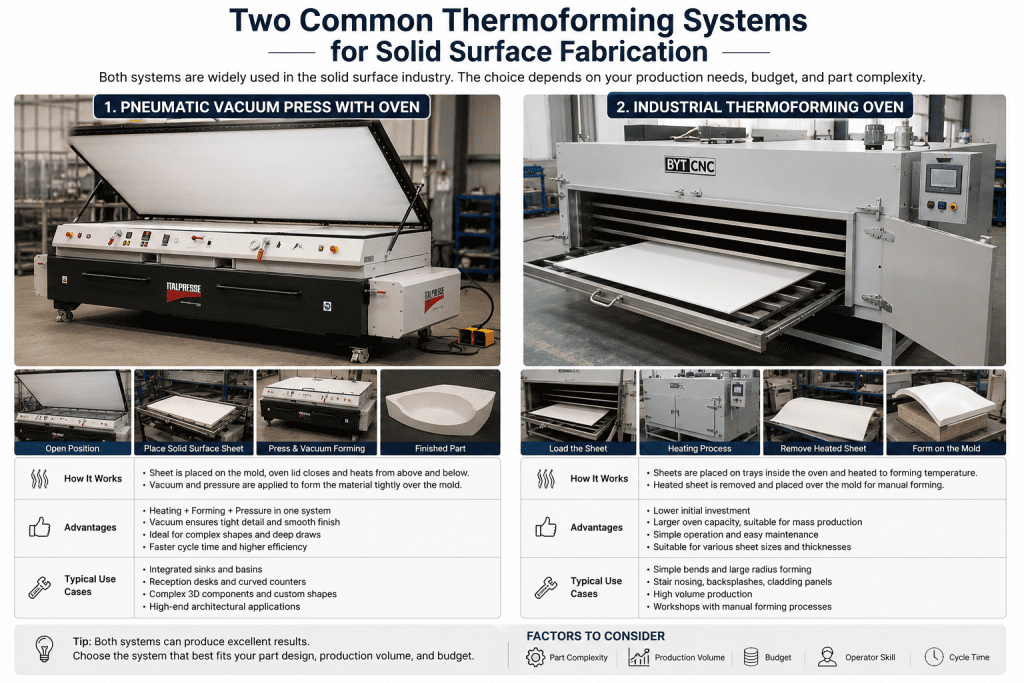
Phương pháp sưởi ấm
- Lò tuần hoàn không khí – Phổ biến nhất cho chế tạo chuyên nghiệp.
- Lò ép tấm – Truyền nhiệt nhanh hơn qua tiếp xúc trực tiếp.
- Lò nướng đối lưu – Gia nhiệt đồng đều cho các tấm lớn hơn.
- Hệ thống sưởi hồng ngoại – Được sử dụng có chọn lọc cho các ứng dụng cụ thể.

Phạm vi sưởi ấm được đề xuất
| Vật liệu | Nhiệt độ khuyến nghị |
| Bề mặt rắn acrylic nguyên chất | 160–170°C |
| Bề mặt rắn acrylic biến tính | 150–165°C |
Nhà chế tạo phải luôn xác minh các khuyến nghị do nhà sản xuất vật liệu cung cấp vì công thức và bộ sưu tập màu sắc có thể yêu cầu điều chỉnh cụ thể.
Hiệu chuẩn lò
Hiệu chuẩn lò chính xác là điều cần thiết để duy trì tính nhất quán của quy trình. Hiệu chuẩn thường xuyên giúp xác minh rằng nhiệt độ thực tế của lò phù hợp với điểm đặt đã được lập trình. Trong môi trường sản xuất, việc kiểm tra hiệu chuẩn phải được tiến hành định kỳ để ngăn ngừa những sai lệch có thể ảnh hưởng đến chất lượng tạo hình.
B. Tính linh hoạt của vật liệu

Sau khi đạt được nhiệt độ mục tiêu, tấm sẽ đi vào cửa sổ định hình nhiệt, nơi độ linh hoạt đạt đến mức tối ưu để tạo hình. Trong giai đoạn này, vật liệu có thể được chuyển vào khuôn hoặc hệ thống tạo hình chân không.
Các yếu tố ảnh hưởng đến tính linh hoạt
- Công thức vật liệu
- Độ dày tấm
- Thời gian sưởi ấm
- Màu vật liệu
- Hàm lượng chất độn khoáng
- Nhiệt độ môi trường xung quanh xưởng
Bề mặt rắn acrylic nguyên chất thường thể hiện tính linh hoạt cao hơn và bộ nhớ hình dạng thấp hơn so với các chất thay thế acrylic biến tính, khiến nó phù hợp hơn cho các ứng dụng tạo hình nhiệt có bán kính hẹp.
Kỹ thuật để cải thiện khả năng định dạng
Đối với các thiết kế đầy thách thức, nhà chế tạo có thể giảm độ dày vật liệu một cách có chọn lọc, sửa đổi hình dạng khuôn, tăng bán kính tạo hình hoặc tối ưu hóa chu trình gia nhiệt. Những điều chỉnh này giúp cải thiện dòng chảy vật liệu đồng thời giảm thiểu sự tập trung ứng suất trong quá trình tạo hình.
Gian lận

Trong giai đoạn gia nhiệt cuối cùng, việc duy trì sự ổn định nhiệt độ quan trọng hơn việc chỉ tăng nhiệt. Tăng nhiệt độ lò quá mức có thể rút ngắn thời gian làm nóng nhưng cũng làm tăng nguy cơ quá nhiệt, đổi màu, phát triển ứng suất bên trong và hư hỏng bề mặt.
Đo và kiểm soát nhiệt độ
Các nhà chế tạo chuyên nghiệp sử dụng kết hợp các phương pháp giám sát để xác minh nhiệt độ vật liệu:
- Nhiệt kế hồng ngoại
- Liên hệ với cặp nhiệt điện
- Cảm biến nhiệt độ nhúng
- Hệ thống giám sát lò nướng
Đo nhiệt độ nhất quán giúp đảm bảo rằng mỗi tấm bước vào giai đoạn tạo hình trong cửa sổ ép nóng chính xác. Thực hành này cải thiện đáng kể khả năng lặp lại và giảm lỗi sản xuất.
Phòng ngừa quan trọng về sưởi ấm
- Tránh tình trạng quá nhiệt vượt quá khuyến nghị của nhà sản xuất.
- Duy trì sự lưu thông không khí đồng đều trong toàn bộ lò.
- Không xếp chồng các tấm trong khi sưởi ấm.
- Đảm bảo các tấm được hỗ trợ đầy đủ trong chu kỳ gia nhiệt.
- Kiểm tra hiệu chuẩn thường xuyên.
- Chuyển các tấm đã được làm nóng vào khuôn kịp thời.
Quá trình tạo hình nhiệt thành công phụ thuộc vào việc đạt được sự cân bằng giữa nhiệt độ, thời gian, tính linh hoạt của vật liệu và tốc độ tạo hình. Quy trình gia nhiệt được kiểm soát tốt tạo ra các điều kiện cần thiết cho các sản phẩm được tạo hình nhiệt chất lượng cao với độ ổn định kích thước và hình thức bề mặt tuyệt vời.
IV. Uốn và tạo hình
Khi vật liệu đạt đến nhiệt độ ép nóng chính xác, nó sẽ bước vào giai đoạn tạo hình. Giai đoạn này xác định hình dạng cuối cùng, độ chính xác về kích thước và chất lượng bề mặt của thành phần đã hoàn thiện. Xử lý thích hợp trong quá trình vận chuyển và tạo hình là điều cần thiết vì vật liệu vẫn có tính linh hoạt cao khi còn nóng và có thể biến dạng dưới trọng lượng của chính nó nếu không được hỗ trợ.
Hiểu bán kính hình thành
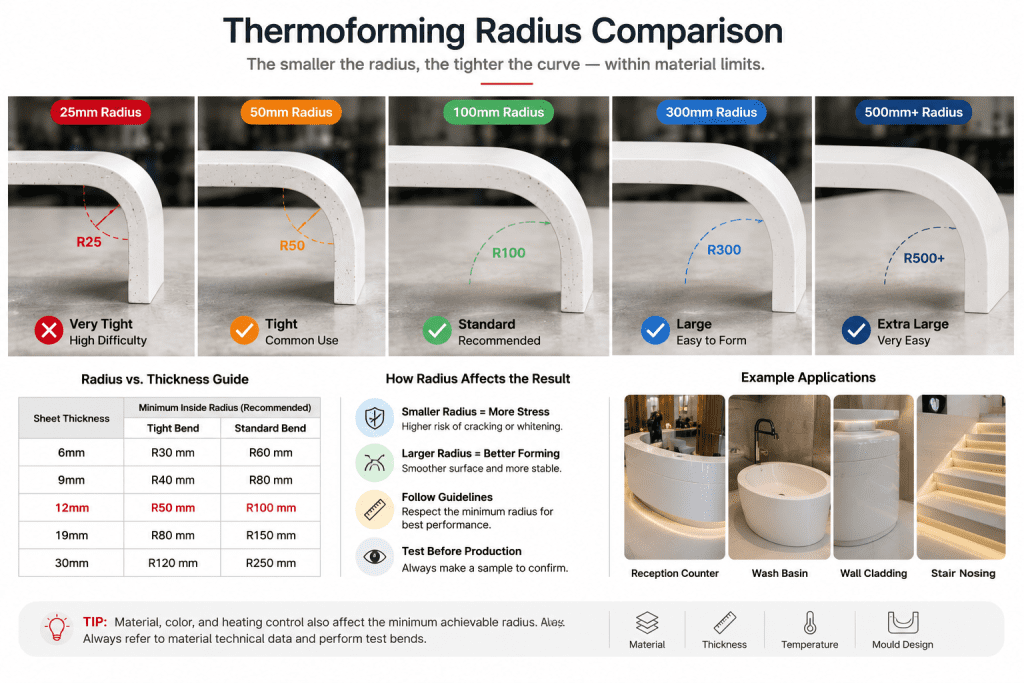
Một trong những cân nhắc thiết kế quan trọng nhất trong quá trình tạo hình nhiệt là bán kính uốn. Mọi vật liệu bề mặt rắn đều có bán kính hình thành tối thiểu được xác định bởi công thức, độ dày, màu sắc và điều kiện gia nhiệt. Việc cố gắng tạo bán kính chặt hơn khuyến nghị có thể dẫn đến hiện tượng trắng, nứt, ứng suất bề mặt hoặc phục hồi hình dạng lâu dài.
| Độ dày vật liệu | Bán kính khuyến nghị điển hình |
| 6mm | 20–50 mm |
| 12mm | 50–120 mm |
| Thiết kế hình thành đặc biệt | Yêu cầu thử nghiệm cụ thể của dự án |
Kỹ thuật uốn và tạo hình
- Định hình màn treo – Vật liệu được phép biến dạng tự nhiên qua khuôn.
- uốn cạnh – Dùng chung cho mặt bàn và bàn tiếp tân.
- Hình thành chân không – Được sử dụng để đảm bảo độ chính xác và độ lặp lại.
- Tạo khuôn phù hợp – Thích hợp cho các hình dạng ba chiều phức tạp.
- Hình thành lưu vực tích hợp – Quy trình chuyên biệt sản xuất bồn rửa.
Kỹ thuật được lựa chọn phải cân bằng về hình thức, độ ổn định về kích thước, hiệu quả sản xuất và các hạn chế về vật liệu.
Tích hợp lưu vực nhiệt
Chậu rửa tích hợp đại diện cho một trong những ứng dụng được công nhận nhất của công nghệ ép nóng bề mặt rắn acrylic. Thông qua hệ thống gia nhiệt có kiểm soát và khuôn phù hợp, các nhà chế tạo có thể tạo ra cấu trúc bát liền mạch với bán kính bên trong trơn tru và chuyển tiếp hợp vệ sinh.
Quá trình này được sử dụng rộng rãi trong các dự án khách sạn, chăm sóc sức khỏe, nhà vệ sinh thương mại, cơ sở giáo dục và phòng tắm dân dụng, nơi độ bền, khả năng làm sạch và tính liên tục về mặt thị giác là rất quan trọng.
Phương pháp tạo hình (Ép chân không & ép thủy lực)

ép chân không
Ép chân không là một trong những công nghệ ép nóng được áp dụng rộng rãi nhất trong ngành công nghiệp bề mặt rắn. Màng chân không kéo tấm được gia nhiệt chặt vào bề mặt khuôn, cho phép vật liệu tái tạo các đường cong và chi tiết với độ chính xác cao.
Phương pháp này mang lại khả năng lặp lại tuyệt vời và đặc biệt hiệu quả cho quầy tiếp tân, bồn rửa tích hợp, đồ nội thất cong và các yếu tố kiến trúc tùy chỉnh.
ép thủy lực
Hệ thống thủy lực áp dụng áp suất được kiểm soát thông qua nén cơ học. Các hệ thống này thường được sử dụng khi độ chính xác về kích thước, tính toàn vẹn của cấu trúc hoặc tính nhất quán trong sản xuất là rất quan trọng.
So với tạo hình chân không, hệ thống thủy lực thường cung cấp áp suất cao hơn nhưng đòi hỏi đầu tư thiết bị và dụng cụ phức tạp hơn.
V. Khuôn và Khuôn
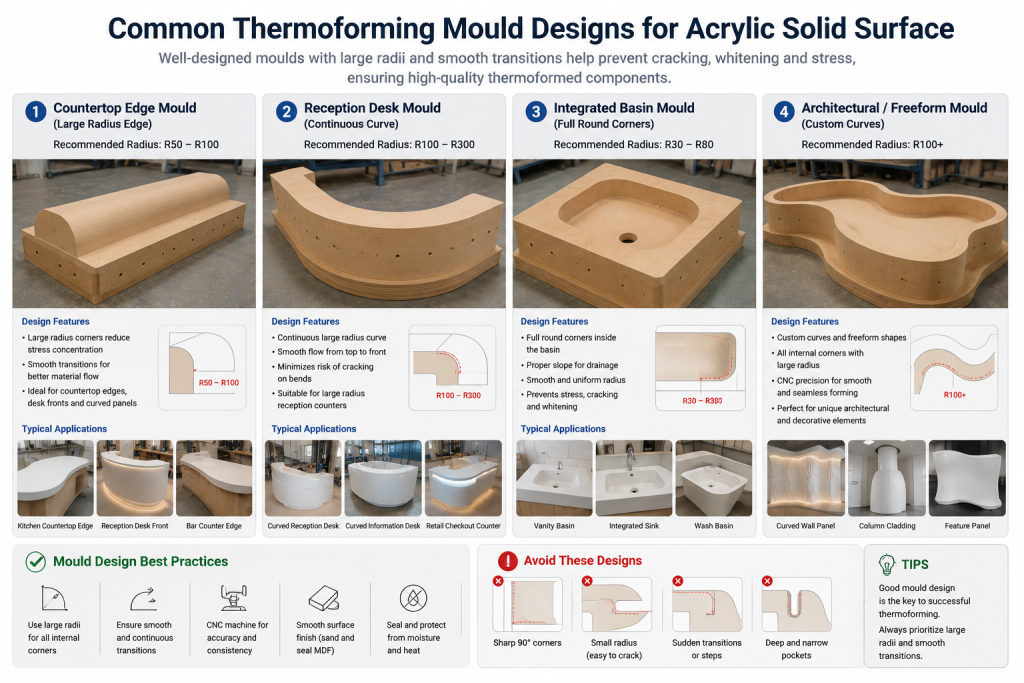
Khuôn đóng vai trò là nền tảng của mọi hoạt động ép nóng. Bất kể chất lượng vật liệu hay độ chính xác gia nhiệt, khuôn được thiết kế kém sẽ dẫn đến sự thay đổi kích thước, khuyết tật bề mặt hoặc kết quả tạo hình không nhất quán.
Vật liệu khuôn thông thường
- MDF
- Ván ép
- Cây phong
- Ban công cụ tổng hợp
- Nhôm
- Thép
Việc lựa chọn vật liệu khuôn phụ thuộc vào số lượng sản xuất, yêu cầu về kích thước, ngân sách và tuổi thọ dự kiến.
Các loại khuôn
- Khuôn Nam
- Khuôn nữ
- Khuôn phù hợp
- Khuôn tạo hình chân không
Các khuôn phù hợp thường tạo ra tính nhất quán về chiều cao nhất và thường được sử dụng để sản xuất bồn tích hợp và các bộ phận kiến trúc chính xác.
Cân nhắc thiết kế khuôn mẫu
- góc nháp
- Đặc điểm phát hành
- Giãn nở nhiệt
- bán kính liên tục
- Hoàn thiện bề mặt
- Thiết kế thông gió
Thiết kế khuôn tốt giúp giảm sự tập trung ứng suất, cải thiện khả năng lặp lại và tăng hiệu quả sản xuất.
Chuẩn bị và sử dụng khuôn
Trước khi sản xuất, bề mặt khuôn phải được kiểm tra độ mịn, độ chính xác về kích thước và hiệu suất tháo khuôn. Nhiệt độ khuôn cũng cần được xem xét, vì chênh lệch nhiệt độ quá cao giữa tấm được gia nhiệt và khuôn có thể ảnh hưởng đến hoạt động làm mát và độ ổn định hình dạng cuối cùng.
CHÚNG TÔI. Nguội đi
Làm mát thường bị đánh giá thấp, tuy nhiên đây là một trong những giai đoạn quan trọng nhất của quá trình ép nóng. Vật liệu phải được giữ chắc chắn trong khuôn cho đến khi khôi phục đủ độ cứng.
Việc loại bỏ sớm khỏi khuôn có thể dẫn đến việc phục hồi hình dạng, cong vênh, mất ổn định kích thước hoặc phát triển ứng suất lâu dài.
Tầm quan trọng của việc làm mát có kiểm soát
Làm mát có kiểm soát cho phép ứng suất bên trong tiêu tan dần dần trong khi vẫn giữ được hình dạng mong muốn. Làm mát đồng đều cải thiện độ chính xác về kích thước và giảm nguy cơ biến dạng sau tạo hình.
Thực hành tốt nhất về làm mát
- Duy trì hỗ trợ khuôn trong quá trình làm mát.
- Tránh làm mát cưỡng bức ngay sau khi hình thành.
- Để nhiệt độ giảm dần.
- Ngăn ngừa gió lùa và luồng không khí không đều.
- Xác minh nhiệt độ bộ phận trước khi tháo khuôn.
Cân nhắc về thời gian làm mát
Thời gian làm mát thay đổi tùy theo độ dày vật liệu, khối lượng khuôn, nhiệt độ môi trường và độ phức tạp của thành phần. Hầu hết các ứng dụng bề mặt rắn acrylic 12 mm yêu cầu làm mát có kiểm soát khoảng 30–45 phút trước khi lấy ra khỏi khuôn.
Đối với các đường rút sâu, bồn tích hợp và các yếu tố kiến trúc lớn, thời gian làm nguội kéo dài có thể cần thiết để đạt được độ ổn định kích thước lâu dài.
VII. Lần chỉnh sửa cuối cùng
Sau khi thành phần được tạo hình nhiệt đã hoàn thành chu trình làm mát, quá trình chế tạo sẽ bước vào giai đoạn cuối cùng. Giai đoạn này tập trung vào sàng lọc kích thước, tích hợp đường may, hoàn thiện bề mặt và xác minh chất lượng. Hoàn thiện đúng cách đảm bảo rằng sản phẩm cuối cùng đáp ứng cả mong đợi về hình ảnh và hiệu suất.
Kỹ thuật ghép nối
Một trong những ưu điểm độc đáo của bề mặt rắn acrylic là khả năng tạo ra các đường nối kín đáo bằng cách sử dụng chất kết dính phù hợp với màu sắc. Các mối nối được chế tạo đúng cách cho phép lắp ráp nhiều bộ phận được tạo hình bằng nhiệt thành các cấu trúc lớn hơn trong khi vẫn duy trì được hình thức liên tục.
- Sử dụng hệ thống keo kết hợp màu sắc.
- Chuẩn bị bề mặt liên kết cẩn thận.
- Duy trì áp lực kẹp thích hợp.
- Cho phép keo khô hoàn toàn trước khi hoàn thiện.
- Kiểm tra các mối nối xem có liên tục và thẳng hàng không.
Cắt tỉa và hoàn thiện
Sau khi ép nóng, vật liệu dư thừa được loại bỏ bằng bộ định tuyến CNC, thiết bị cắt tỉa hoặc thiết bị cắt chính xác. Thành phần hoàn thiện sau đó được chà nhám và tinh chế để đạt được bề mặt hoàn thiện quy định.
Bề mặt hoàn thiện có thể từ mờ đến bán bóng tùy theo yêu cầu của dự án. Quy trình chà nhám nhất quán giúp loại bỏ sự không nhất quán về mặt thị giác và cải thiện hình thức tổng thể.
Kiểm soát chất lượng
Các nhà chế tạo chuyên nghiệp thường xác minh các thông số sau trước khi tung ra các sản phẩm được tạo hình nhiệt:
- Độ chính xác kích thước
- Bán kính nhất quán
- Bề mặt xuất hiện
- Chất lượng đường may
- Ổn định kết cấu
- Tính nhất quán của màu sắc
- Sẵn sàng cài đặt
VIII. Lò nướng
Lò định hình nhiệt đóng vai trò trung tâm trong việc xác định tính nhất quán của quy trình. Gia nhiệt đồng đều, kiểm soát nhiệt độ chính xác và hiệu suất lặp lại là điều cần thiết để tạo hình thành công.
Tổng quan về các loại lò nướng khác nhau
| Loại lò nướng | Đặc trưng | Ứng dụng điển hình |
| Lò nướng không khí nóng | Sưởi ấm đồng đều | Nhiệt luyện chung |
| Lò nướng đối lưu | Kiểm soát lưu thông không khí | Tạo hình tấm lớn |
| Lò ép tấm | Truyền nhiệt trực tiếp | Chu kỳ sản xuất nhanh |
| Lò hồng ngoại | Làm nóng nhanh | Ứng dụng chuyên biệt |
Hiệu chuẩn lò nướng
Việc hiệu chuẩn phải được thực hiện thường xuyên để đảm bảo nhiệt độ thực tế phù hợp với cài đặt đã được lập trình. Ngay cả những sai lệch nhiệt độ nhỏ cũng có thể ảnh hưởng đến tính linh hoạt, hoạt động làm mát và chất lượng sản phẩm cuối cùng.
Thực hành tốt nhất để sử dụng lò nướng
- Làm nóng lò trước khi nạp nguyên liệu.
- Kiểm tra độ ổn định nhiệt độ trước khi sản xuất.
- Duy trì lưu thông không khí thích hợp.
- Tránh tình trạng quá nhiệt vượt quá khuyến nghị của nhà sản xuất.
- Theo dõi nhiệt độ trong suốt chu kỳ.
- Ghi lại các thông số quy trình để lặp lại.
IX. Thông số kỹ thuật ép nóng cho các nhãn hiệu bề mặt rắn khác nhau
So sánh các yêu cầu ép nóng của các thương hiệu khác nhau
Mặc dù vật liệu bề mặt rắn acrylic có nhiều đặc điểm chung nhưng các yêu cầu về tạo hình nhiệt có thể khác nhau giữa các nhà sản xuất do sự khác biệt về hệ thống nhựa, hàm lượng chất độn, chất màu, công thức độc quyền, độ dày tấm và hướng dẫn chế tạo đã được công bố.
Phần so sánh sau đây tóm tắt các khuyến nghị về tạo hình nhiệt được thu thập từ các thương hiệu bề mặt rắn lớn và dùng làm tài liệu tham khảo nhanh cho các nhà chế tạo đánh giá các vật liệu khác nhau. Luôn kiểm tra tài liệu kỹ thuật hiện tại của nhà sản xuất trước khi sản xuất.
| Thương hiệu | Nhiệt độ sưởi ấm | Thời gian làm nóng | Độ dày vật liệu | Thời gian làm mát | Những cân nhắc đặc biệt |
| Corian | 160°C – 170°C | 25 – 35 phút | 12 mm (1/2″) | 45 phút | Màu tối có thể bị thay đổi màu sắc |
| hành tây | 160°C – 170°C | 20 – 30 phút | 12 mm (1/2″) | 40 phút | Làm mát kỹ lưỡng là rất quan trọng để duy trì hình dạng |
| Tristone | 150°C | 15 – 20 phút | 9 mm (3/8″) | 30 phút | Cho phép tạo ra các thiết kế mượt mà |
| nghệ thuật wilson | 160°C | 25 – 35 phút | 12 mm (1/2″) | 40 phút | Việc làm nóng toàn bộ tấm vải đúng cách là rất quan trọng |
| Crion | 140°C (285°F) | 18 phút | 12 mm (1/2″) | 30 phút | Quá trình ép nóng được sử dụng cho các thiết kế phức tạp |
| LG Hausys | 155°C – 165°C | 20 – 30 phút | 6 mm (1/4″) | 35 phút | Các hạt trong suốt có thể không chịu nhiệt tốt |
| Starone | 150°C | 18 – 25 phút | 9 mm (3/8″) | 30 phút | Thích hợp để tạo hình dạng 3D |
| Hanex | 160°C – 170°C | 25 – 35 phút | 12 mm (1/2″) | 40 phút | Làm mát kỹ lưỡng là rất quan trọng để duy trì hình dạng |
| Meganit | 155°C – 160°C | 20 – 30 phút | 6 mm (1/4″) | 35 phút | Tính linh hoạt của vật liệu phụ thuộc vào sự pha trộn cụ thể |
| Bề mặt Aristech | 160°C | 25 – 35 phút | 12 mm (1/2″) | 40 phút | Cần thận trọng khi ép nhiệt các màu tối |
| Durasein | 155°C – 165°C | 20 – 30 phút | 6 mm (1/4″) | 40 phút | Không phù hợp cho các ứng dụng ngang |
Sự so sánh này cung cấp cái nhìn tổng quan thực tế về nhiệt độ, thời gian, độ dày vật liệu, khả năng làm mát và những cân nhắc đặc biệt giữa các thương hiệu bề mặt rắn hàng đầu. Bởi vì các màu sắc và công thức riêng lẻ có thể hoạt động khác nhau trong quá trình gia nhiệt và tạo hình, nên các nhà chế tạo nên sử dụng bảng này làm điểm tham chiếu thay vì thay thế cho thử nghiệm dành riêng cho dự án.
Những quan sát chính từ việc so sánh thương hiệu
- Hầu hết các thương hiệu hình thành trong phạm vi 150°C–170°C. Điều này khẳng định tầm quan trọng của việc kiểm soát lò ổn định hơn là làm nóng quá mức.
- Các tấm 12 mm được sử dụng rộng rãi để ép nóng thương mại. Tuy nhiên, một số thương hiệu cũng đưa ra khuyến nghị cho các ứng dụng 6 mm hoặc 9 mm.
- Thời gian làm mát là rất quan trọng. Nhiều thương hiệu nhấn mạnh việc làm mát từ 30–45 phút để duy trì sự ổn định về hình dạng.
- Màu tối và các hạt đặc biệt cần phải thận trọng. Các sắc tố, hạt và độ trong mờ có thể ảnh hưởng đến hoạt động tạo hình nhiệt.
- Tài liệu của nhà sản xuất vẫn cần thiết. Dữ liệu được công bố có thể thay đổi và mỗi dự án phải được xác minh trước khi sản xuất.
Phân tích so sánh ép nóng công nghiệp
Corian, HIMACS, Hanex, Staron, Krion, Tristone, Wilsonart, Meganite, Durasein, Aristech Surfaces và ACRION đều đại diện cho các cách tiếp cận khác nhau để hỗ trợ chế tạo và xây dựng bề mặt rắn acrylic. Sự so sánh ở trên cho thấy hiệu suất tạo hình nhiệt không chỉ được xác định bởi nhiệt độ. Thành phần vật liệu, sắc tố, độ dày tấm, thiết kế khuôn, độ đồng đều nhiệt và kiểm soát làm mát đều góp phần tạo nên kết quả cuối cùng.
Để chế tạo chuyên nghiệp, cách tốt nhất là kết hợp các khuyến nghị của nhà sản xuất với hồ sơ thử nghiệm nội bộ. Điều này đặc biệt quan trọng đối với các ứng dụng đòi hỏi khắt khe như bể tích hợp, đường cong có bán kính hẹp, quầy tiếp tân lớn và các yếu tố kiến trúc phức tạp.
Acrylic nguyên chất và Acrylic biến tính
Một trong những câu hỏi phổ biến nhất được các nhà chế tạo đặt ra là liệu bề mặt rắn acrylic nguyên chất hay acrylic biến tính có hoạt động tốt hơn trong quá trình tạo hình nhiệt hay không. Mặc dù cả hai vật liệu đều có thể được tạo hình nhiệt trong điều kiện thích hợp nhưng đặc tính hiệu suất của chúng khác nhau đáng kể.
| Tài sản | Acrylic nguyên chất | Acrylic biến tính |
| Tính linh hoạt | Xuất sắc | Vừa phải |
| Giữ hình dạng | Xuất sắc | Tốt |
| Hình thành bán kính nhỏ | Tốt hơn | Giới hạn |
| Đường cong phức tạp | Xuất sắc | Vừa phải |
| Sản xuất lưu vực tích hợp | Xuất sắc | Giới hạn |
| Ứng dụng kiến trúc | Rất phù hợp | Dự án phụ thuộc |
Đối với các ứng dụng đòi hỏi khắt khe liên quan đến bồn tích hợp, quầy tiếp tân cong, môi trường chăm sóc sức khỏe và lắp đặt kiến trúc tùy chỉnh, bề mặt rắn acrylic nguyên chất thường được coi là vật liệu ưa thích do khả năng tạo nhiệt vượt trội, đặc tính ghi nhớ hình dạng và độ ổn định kích thước lâu dài.
Vật liệu acrylic biến tính vẫn là giải pháp tiết kiệm chi phí cho nhiều dự án, nhưng chúng có thể yêu cầu bán kính lớn hơn và các thông số tạo hình thận trọng hơn khi so sánh với các chất thay thế acrylic nguyên chất.
X. Phát triển quy trình và khắc phục sự cố
Ngay cả với các khuôn được thiết kế tốt và thiết bị được hiệu chuẩn phù hợp, những thách thức về tạo hình nhiệt đôi khi vẫn có thể xảy ra. Việc duy trì hồ sơ quy trình chi tiết và thực hiện các quy trình khắc phục sự cố có cấu trúc giúp các nhà chế tạo cải thiện tính nhất quán, giảm lãng phí và tối ưu hóa hiệu quả sản xuất.
Tài liệu quy trình
Các nhà chế tạo chuyên nghiệp thường ghi lại các thông số sau cho mỗi dự án ép nóng:
- Loại vật liệu và màu sắc
- Độ dày tấm
- Nhiệt độ sưởi ấm
- Thời gian sưởi ấm
- Nhận dạng khuôn
- Nhiệt độ khuôn
- Thời gian làm mát
- Nhiệt độ môi trường xung quanh xưởng
- Thông tin nhà điều hành
- Kết quả sản xuất
Việc lưu giữ hồ sơ nhất quán cho phép phân tích và tối ưu hóa các biến số của quy trình theo thời gian.
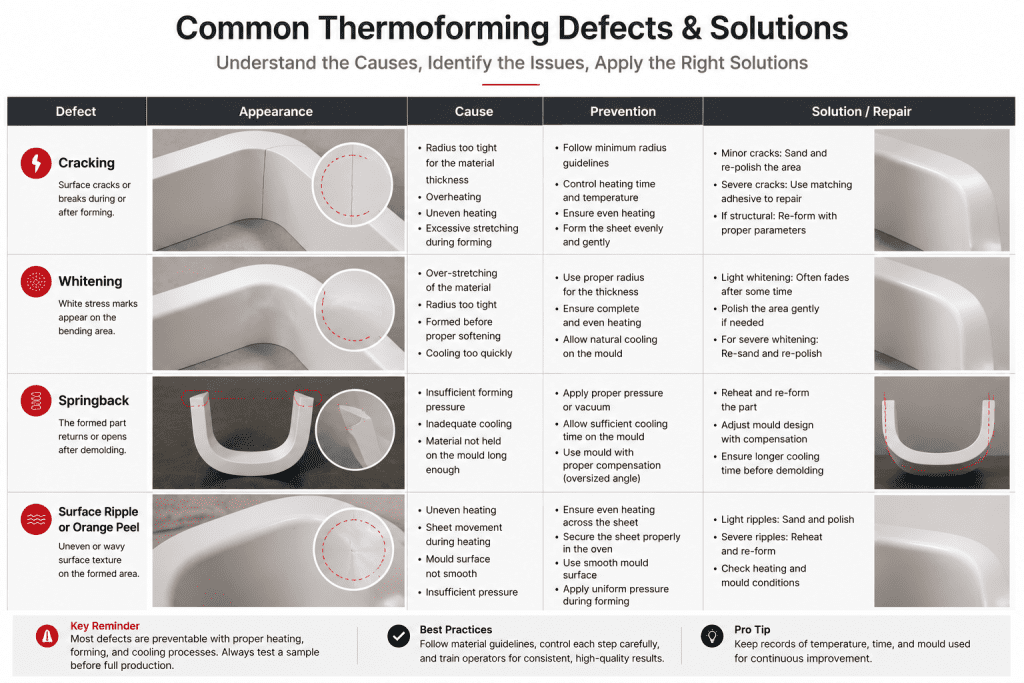
Các khiếm khuyết và giải pháp ép nóng thường gặp
| Vấn đề | Nguyên nhân có thể | Giải pháp được đề xuất |
| làm trắng | Hệ thống sưởi không đủ hoặc căng thẳng quá mức | Tăng tính nhất quán của hệ thống sưởi và xem xét thiết kế bán kính |
| vết nứt | Bán kính quá nhỏ hoặc vật liệu bị ứng suất quá lớn | Tăng bán kính và xác minh hồ sơ nhiệt độ |
| nếp nhăn | Nén quá mức trong quá trình hình thành | Xem lại thiết kế khuôn và dòng nguyên liệu |
| Phục hồi hình dạng | Thời gian làm mát không đủ | Kéo dài thời gian làm mát trước khi tháo khuôn |
| Dấu bề mặt | Khuôn không hoàn hảo | Cải thiện việc hoàn thiện và bảo trì khuôn |
| Thay đổi màu sắc | Quá nóng | Giảm nhiệt độ hình thành và thời gian chu kỳ |
Hầu hết các lỗi tạo hình nhiệt có thể được giảm thiểu thông qua việc kiểm soát nhiệt độ thích hợp, tối ưu hóa thiết kế khuôn và tuân thủ các khuyến nghị của nhà sản xuất.
Tối ưu hóa quá trình ép nóng
Tối ưu hóa quy trình đòi hỏi phải xác định yếu tố hạn chế trong mỗi chu kỳ sản xuất. Nhiệt độ gia nhiệt, thiết kế khuôn, tốc độ tạo hình, thời gian làm nguội và độ dày vật liệu phải được điều chỉnh cẩn thận dựa trên kết quả thử nghiệm. Ưu tiên vật liệu trượt qua độ giãn và nén quá mức so với độ giãn dài không kiểm soát giúp giảm biến dạng và cải thiện khả năng lặp lại.
Khắc phục sự cố thường gặp
Những thách thức về tạo hình nhiệt cần được giải quyết một cách có hệ thống. Làm trắng có thể cho thấy không đủ nhiệt hoặc căng thẳng quá mức. Nếp nhăn có thể cho thấy lực nén quá mức hoặc thiết kế khuôn kém. Rách có thể xảy ra do các cạnh sắc, bị kẹp hoặc do vật liệu vượt quá khả năng chịu lực. Các vết bề mặt thường chỉ ra các vấn đề về hoàn thiện khuôn. Mỗi khuyết tật phải được đánh giá thông qua hồ sơ nhiệt độ, kiểm tra khuôn và quan sát quá trình tạo hình.
XI. Cân nhắc an toàn
Định hình nhiệt bao gồm nhiệt độ cao, thiết bị gia nhiệt và các hoạt động xử lý vật liệu lớn. Thiết lập các quy trình làm việc an toàn là điều cần thiết để bảo vệ nhân viên và duy trì môi trường sản xuất hiệu quả.
Thiết bị bảo hộ cá nhân (PPE)
- Găng tay chịu nhiệt
- Kính an toàn
- Giày bảo hộ
- Quần áo lao động dài tay
- Bảo vệ thính giác khi cần thiết
Thực hành tốt nhất về an toàn hội thảo
- Duy trì thông gió đầy đủ.
- Giữ lối thoát hiểm không bị cản trở.
- Kiểm tra lò nướng thường xuyên.
- Đào tạo người vận hành về cách xử lý vật liệu an toàn.
- Thực hiện theo hướng dẫn vận hành của nhà sản xuất.
- Duy trì các thủ tục ứng phó khẩn cấp.
An toàn phải được tích hợp vào mọi giai đoạn của quá trình ép nóng, từ chuẩn bị vật liệu cho đến chế tạo cuối cùng.
Câu hỏi thường gặp
Nhiệt độ nào là cần thiết cho quá trình ép nóng bề mặt rắn?
Hầu hết các vật liệu bề mặt rắn acrylic nguyên chất đều được tạo hình nhiệt trong phạm vi nhiệt độ khoảng 160–170°C (320–338°F). Yêu cầu thực tế có thể khác nhau tùy thuộc vào thương hiệu, màu sắc, độ dày tấm và hình dạng dự án.
Thạch anh có thể được tạo hình bằng nhiệt không?
Không. Bề mặt thạch anh không thể được tạo hình bằng nhiệt giống như bề mặt rắn acrylic. Thermoforming là một đặc tính độc đáo liên quan chủ yếu đến vật liệu bề mặt rắn gốc acrylic.
Liệu ép nóng có làm suy yếu bề mặt rắn không?
Khi được thực hiện theo khuyến nghị của nhà sản xuất, việc tạo hình nhiệt không làm suy yếu đáng kể bề mặt rắn acrylic. Thiết kế hệ thống sưởi, làm mát và bán kính thích hợp là điều cần thiết để duy trì hiệu suất lâu dài.
Bán kính uốn tối thiểu cho bề mặt rắn là gì?
Bán kính tối thiểu phụ thuộc vào loại vật liệu, độ dày, màu sắc và điều kiện hình thành. Các nhà chế tạo nên tham khảo hướng dẫn của nhà sản xuất và tiến hành thử nghiệm các ứng dụng đòi hỏi khắt khe.
Bề mặt rắn có thể được hâm nóng và định hình lại không?
Trong nhiều trường hợp, bề mặt rắn acrylic có thể được làm nóng lại và định hình lại trong một số giới hạn nhất định. Tuy nhiên, chu trình ép nóng lặp đi lặp lại có thể ảnh hưởng đến hiệu suất vật liệu và cần được đánh giá cẩn thận.
Vật liệu bề mặt rắn nào là tốt nhất cho việc ép nóng?
Bề mặt rắn acrylic nguyên chất thường được coi là vật liệu ưa thích cho các ứng dụng ép nóng đòi hỏi khắt khe vì tính linh hoạt vượt trội, khả năng giữ hình dạng và khả năng đạt được bán kính chặt chẽ hơn.
XII. Phần kết luận
Tạo hình nhiệt bề mặt rắn vẫn là một trong những kỹ thuật chế tạo mạnh mẽ nhất dành cho các kiến trúc sư, nhà thiết kế và nhà chế tạo. Bằng cách kết hợp hệ thống gia nhiệt có kiểm soát, khuôn chính xác, quy trình làm mát thích hợp và phương pháp hoàn thiện chuyên nghiệp, các tấm bề mặt rắn acrylic có thể được chuyển đổi thành dạng ba chiều liền mạch mang lại cả giá trị chức năng và thẩm mỹ.
Từ bồn rửa tích hợp và quầy chăm sóc sức khỏe đến bàn tiếp tân cong và các công trình kiến trúc tùy chỉnh, ép nóng tiếp tục mở rộng khả năng thiết kế của vật liệu bề mặt rắn hiện đại.
Thành công cuối cùng phụ thuộc vào việc hiểu rõ hành vi của vật liệu, tuân theo các khuyến nghị của nhà sản xuất và thực hiện các phương pháp chế tạo nhất quán trong mọi giai đoạn của quy trình.
Bề mặt rắn acrylic chịu nhiệt từ ACRION
ACRION sản xuất các tấm bề mặt rắn acrylic nguyên chất được thiết kế cho các ứng dụng chế tạo, ép nóng và kiến trúc. Vật liệu của chúng tôi được sử dụng rộng rãi cho các bồn tích hợp, quầy tiếp tân cong, dự án chăm sóc sức khỏe, nội thất khách sạn, thiết bị bán lẻ và lắp đặt thương mại tùy chỉnh trên toàn thế giới.
- Bề mặt rắn acrylic nguyên chất
- Công thức thân thiện với việc định hình nhiệt
- Sản xuất lưu vực tích hợp
- Hỗ trợ dự án kiến trúc
- OEM & Sản xuất tùy chỉnh
- Kinh nghiệm xuất khẩu toàn cầu
Tiếp tục học:
Bề mặt rắn acrylic là gì?