Dernière mise à jour : juin 2026
Découvrez le processus complet de thermoformage de surfaces solides, y compris la préparation des matériaux, la température de chauffage, la conception des moules, les techniques de pliage, les procédures de refroidissement, le dépannage et les meilleures pratiques de fabrication pour les applications de surfaces solides en acrylique.
Faits rapides sur le thermoformage
| Matériel | Surface solide acrylique pure |
| Épaisseur typique | 12 mm |
| Température de formage | 160-170°C |
| Température de refroidissement | En dessous de 45°C |
| Applications courantes | Bassins intégrés, bureaux de réception, comptoirs de soins de santé, agencements de vente au détail |
| Matériel recommandé | Surface solide acrylique pure |
Qu’est-ce que le thermoformage de surfaces solides ?
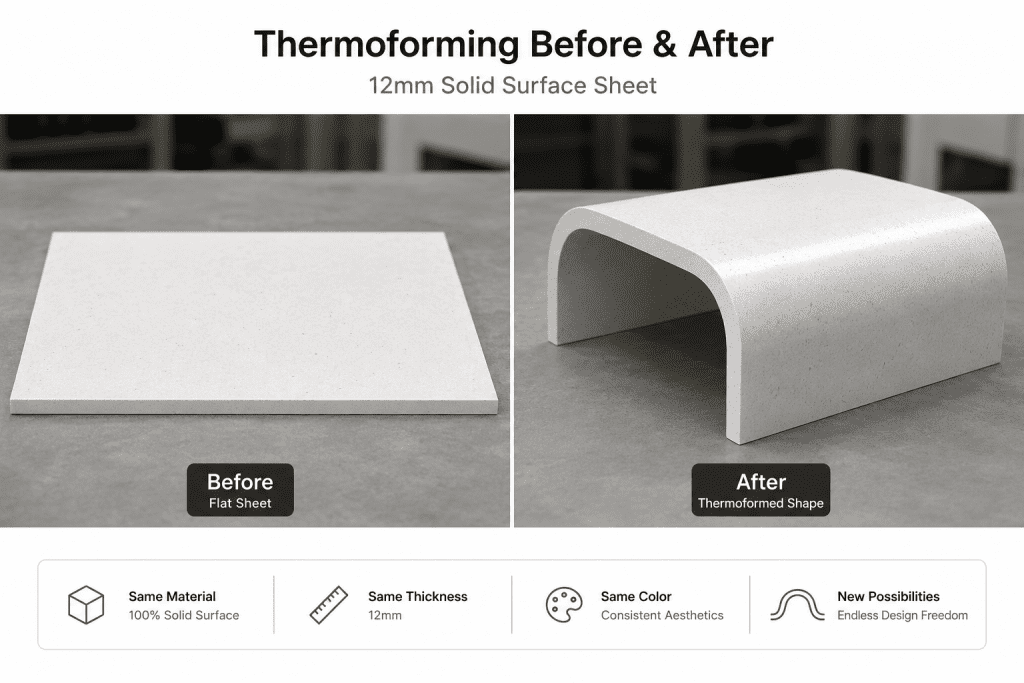
Le thermoformage de surface solide est le processus de chauffage de feuilles de surface solide en acrylique jusqu'à ce qu'elles deviennent suffisamment flexibles pour être pliées, moulées ou façonnées en formes courbes et tridimensionnelles. Une fois chauffé dans la plage de température appropriée, le matériau peut être formé sur des moules et maintenu en forme pendant la phase de refroidissement.
Contrairement aux matériaux en quartz, granit, porcelaine ou céramique, la surface solide acrylique possède des caractéristiques de thermoformage uniques qui permettent aux fabricants de créer des courbes harmonieuses, des éviers intégrés, des comptoirs arrondis, des meubles sculpturaux et des éléments architecturaux personnalisés. Cette capacité est l’un des avantages déterminants qui distingue la surface solide acrylique de nombreux matériaux de surface concurrents.
Le thermoformage est devenu une technique de fabrication essentielle dans les projets commerciaux, de soins de santé, d’hôtellerie, de vente au détail et résidentiels. Les concepteurs et les fabricants utilisent une surface solide thermoformée pour obtenir des géométries fluides et des transitions harmonieuses qui seraient difficiles, voire impossibles, à fabriquer avec des matériaux en pierre traditionnels.
Les marques de surfaces solides acryliques haut de gamme telles que Corian®, HIMACS®, Staron®, Krion®, Hanex®, Tristone® et ACRION® sont reconnues pour leurs capacités de thermoformage. Cependant, les performances réelles peuvent varier en fonction de la formulation, de la collection de couleurs, de l'épaisseur de la feuille, de la méthode de chauffage et de la procédure de fabrication.
Applications courantes de thermoformage
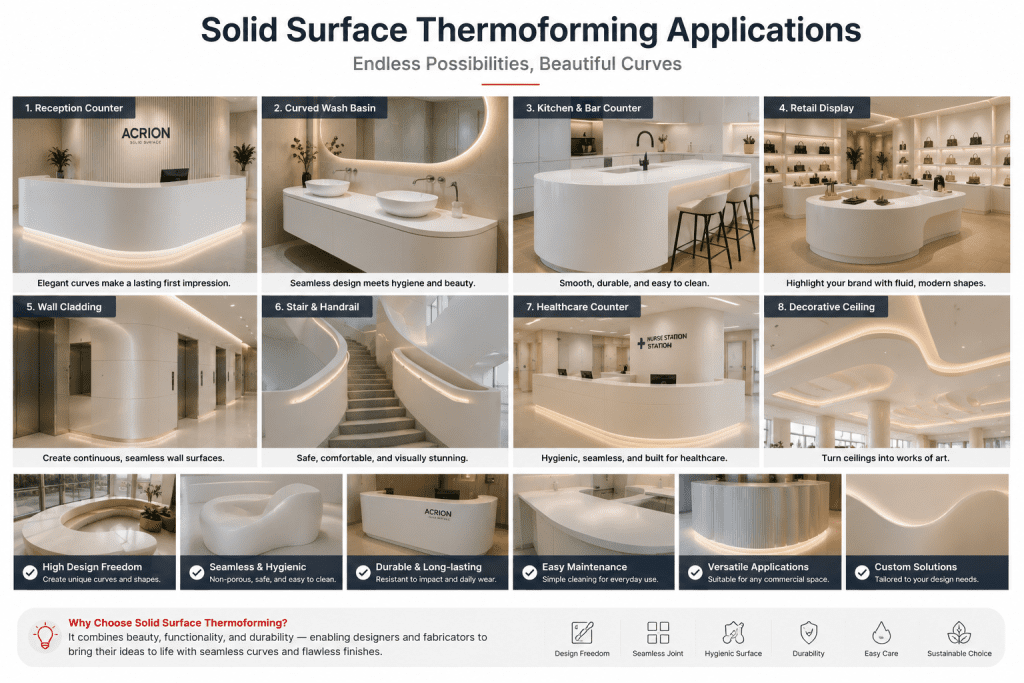
La polyvalence du thermoformage acrylique à surface solide permet aux fabricants de créer une large gamme de produits fonctionnels et architecturaux. Vous trouverez ci-dessous quelques-unes des applications les plus courantes trouvées dans les projets commerciaux et résidentiels modernes.
Lavabos intégrés
Les lavabos thermoformés font partie des applications les plus reconnaissables de la surface solide acrylique. En combinant chaleur, moules et fabrication de précision, les fabricants peuvent créer des systèmes de bassins sans soudure avec des rayons lisses, une hygiène améliorée et une esthétique contemporaine.
Bureaux de réception incurvés
Les hôtels, les bureaux d'entreprise, les aéroports et les développements commerciaux utilisent fréquemment des comptoirs de réception thermoformés pour réaliser des conceptions architecturales fluides. Les courbes sans couture contribuent à créer des expériences visuelles haut de gamme tout en conservant une durabilité à long terme.
Compteurs de soins de santé
Les environnements de soins de santé bénéficient des surfaces solides thermoformées en raison de leurs caractéristiques non poreuses et de leur capacité à réduire les joints difficiles à nettoyer. Les postes de soins incurvés, les éviers intégrés et les plans de travail sans couture en sont des exemples courants.
Meubles d'affichage au détail
Les marques de vente au détail utilisent souvent des surfaces solides thermoformées pour fabriquer des tables de présentation, des murs décoratifs, des vitrines de produits et des luminaires personnalisés. La possibilité de créer des courbes continues prend en charge les concepts de conception de vente au détail haut de gamme.
Introduction
Le thermoformage de surfaces solides est l’une des techniques de fabrication les plus précieuses disponibles dans l’industrie des surfaces architecturales. En chauffant soigneusement des feuilles de surface solide en acrylique et en les formant sur des moules, les fabricants peuvent créer des courbes harmonieuses, des éviers intégrés, des meubles sculpturaux et des éléments architecturaux tridimensionnels personnalisés difficiles, voire impossibles à réaliser avec des matériaux en pierre traditionnels.
Le processus combine la science des matériaux, le contrôle de la température, l’ingénierie des moules et l’expertise en fabrication. Lorsqu'il est exécuté correctement, le thermoformage permet aux concepteurs de transformer des feuilles plates en formes fonctionnelles et visuellement frappantes tout en conservant les caractéristiques de performance qui font de la surface solide acrylique un matériau privilégié pour les applications commerciales, de soins de santé, d'hôtellerie, de vente au détail et résidentielles.
Présentation du thermoformage de surfaces solides
Le thermoformage consiste à chauffer une feuille acrylique à surface solide à une plage de température contrôlée où le matériau devient flexible et formable. La feuille chauffée est ensuite transférée sur un moule, une presse sous vide ou un dispositif de formage où elle est façonnée selon la géométrie souhaitée avant d'être refroidie et stabilisée.
Contrairement aux méthodes de pliage mécanique qui peuvent induire des concentrations de contraintes, le thermoformage permet de remodeler le matériau de manière uniforme. Ce procédé permet de fabriquer des rayons doux, des courbes fluides, des vasques intégrées, des plans de travail arrondis et des formes architecturales complexes tout en préservant la continuité des surfaces et la qualité esthétique.
Importance et applications
L’importance du thermoformage va au-delà de l’esthétique. Les formes incurvées améliorent souvent l'ergonomie, l'hygiène, la sécurité et l'expérience utilisateur. Les transitions fluides éliminent les pièges à saleté, réduisent les besoins de nettoyage et contribuent au langage de conception contemporain de plus en plus privilégié par les architectes et les décorateurs d'intérieur.
Aujourd'hui, les composants à surface solide thermoformés sont largement utilisés dans les lavabos intégrés, les bureaux d'accueil, les postes d'infirmières, les plans de travail de laboratoire, les comptoirs de services d'aéroport, les agencements de vente au détail, les intérieurs d'hôtels, les établissements d'enseignement et les applications de mobilier sur mesure. À mesure que les technologies de fabrication continuent d’évoluer, le thermoformage reste l’un des avantages déterminants des matériaux acryliques à surface solide.
Ce guide fournit un aperçu complet du processus de thermoformage, y compris la préparation des matériaux, les techniques de chauffage, la conception des moules, les méthodes de mise en forme, les procédures de refroidissement, les stratégies de dépannage et les meilleures pratiques utilisées par les fabricants professionnels du monde entier.
II. Materielle préparation
Un thermoformage réussi commence bien avant qu’une feuille n’entre dans le four. La sélection des matériaux, la préparation des feuilles, la qualité des bords, la planification dimensionnelle et l'inspection des défauts influencent tous le résultat final du formage. Une préparation appropriée réduit le risque de fissuration, de blanchiment, de distorsion et d'imprécisions dimensionnelles pendant le processus de thermoformage.
Sélection des matériaux
Tous les matériaux à surface solide ne présentent pas des performances de thermoformage identiques. La surface solide en acrylique pur offre généralement une flexibilité, une rétention de forme et une stabilité à long terme supérieures par rapport aux formulations acryliques modifiées. La sélection des matériaux doit tenir compte du rayon requis, de la complexité de la forme, de l'environnement du projet et de la méthode de fabrication.
Pour les applications exigeantes impliquant des rayons serrés, des éviers intégrés, des courbes profondes ou des formes hautement sculpturales, la surface solide en acrylique pur est généralement le choix préféré en raison de ses caractéristiques de thermoformage améliorées.
Aperçu des matériaux
Les feuilles acryliques à surface solide sont des composites techniques constitués principalement de résine acrylique et de charges minérales. Leur composition unique permet au matériau de se ramollir lorsqu’il est chauffé tout en conservant une intégrité structurelle suffisante pour lui donner des formes précises.
Différentes couleurs et formulations peuvent présenter de légères variations dans le comportement au thermoformage. Les couleurs sombres, les motifs fortement particulaires, les collections translucides et les effets décoratifs spécialisés peuvent nécessiter des ajustements de processus pour obtenir des résultats optimaux.
Capacité matérielle et préparation
Avant le début du thermoformage, les feuilles doivent être découpées légèrement surdimensionnées pour permettre les opérations de rognage après formage. Les fabricants doivent inspecter soigneusement toutes les surfaces pour détecter les éclats, les rayures, les fissures, la contamination ou les défauts de fabrication qui pourraient s'amplifier pendant le chauffage et le façonnage.
Les imperfections de surface agissent souvent comme des points de concentration de contraintes lors du formage et peuvent augmenter le risque de défaillance. Une préparation minutieuse permet de garantir un comportement cohérent des matériaux tout au long du processus.
Outils requis pour la préparation du matériel
Les opérations professionnelles de thermoformage reposent sur des équipements de préparation précis. Les outils typiques comprennent les routeurs CNC, les scies à panneaux, les équipements de coupe, les systèmes de ponçage, les appareils de mesure, les gabarits et les outils d'inspection. Un équipement de protection individuelle approprié doit toujours être utilisé pendant les procédures de préparation et de fabrication.
Un poste de travail propre et organisé contribue de manière significative à la qualité de fabrication. L'établissement de procédures de préparation reproductibles permet d'améliorer la cohérence, de réduire les déchets et d'améliorer l'efficacité de la production tout au long du processus de thermoformage.
III. Matériau de surface solide chauffant
Le chauffage est l’étape la plus critique du processus de thermoformage. Un contrôle approprié de la température influence directement la flexibilité du matériau, la stabilité dimensionnelle, l’apparence de la surface et la qualité du produit final. Un chauffage insuffisant peut entraîner un blanchiment, des fissures ou un formage incomplet, tandis qu'un chauffage excessif peut entraîner une décoloration, une dégradation de la surface ou des dommages permanents au matériau.
Les fabricants professionnels équilibrent soigneusement la température, la durée de chauffage, l’épaisseur de la feuille, la complexité du moule et la formulation du matériau pour obtenir des résultats de thermoformage cohérents.
Tableau de référence pour le thermoformage rapide
| Paramètre | Recommandation typique |
| Type de matériau | Surface solide acrylique pure |
| Épaisseur de la feuille | 12 mm |
| Température de formage | 160-170°C (320-338°F) |
| Temps de chauffage | 20 à 35 minutes |
| Température de refroidissement | En dessous de 45°C |
| Durée de refroidissement | 30 à 45 minutes |
| Rayon recommandé | 3T-10T selon le matériau |
| Meilleur matériau pour les courbes complexes | Surface solide acrylique pure |
A. Préchauffage
Le préchauffage constitue la base d’un thermoformage réussi. L'objectif est d'augmenter uniformément la température de la feuille entière afin que le matériau atteigne un état flexible et formable sans créer de points chauds localisés ni de concentrations de contraintes thermiques.
Un chauffage uniforme est particulièrement important lors de la formation de grands panneaux, de bassins intégrés, de courbes profondes ou de formes tridimensionnelles complexes. Un chauffage inégal peut entraîner un étirement irrégulier et une déformation indésirable de la surface.
Méthodes de chauffage
- Fours à circulation d'air – Le plus courant pour la fabrication professionnelle.
- Fours à presse à plateaux – Transfert de chaleur plus rapide par contact direct.
- Fours à convection – Chauffage uniforme pour les feuilles plus grandes.
- Systèmes de chauffage infrarouge – Utilisé de manière sélective pour des applications spécifiques.

Plage de chauffage recommandée
| Matériel | Température recommandée |
| Surface solide acrylique pure | 160-170°C |
| Surface solide acrylique modifiée | 150-165°C |
Les fabricants doivent toujours vérifier les recommandations fournies par le fabricant du matériau, car les formulations et les collections de couleurs peuvent nécessiter des ajustements spécifiques.
Étalonnage du four
Un calibrage précis du four est essentiel pour maintenir la cohérence du processus. Un étalonnage régulier permet de vérifier que les températures réelles du four correspondent aux points de consigne programmés. Dans les environnements de production, des contrôles d'étalonnage doivent être effectués périodiquement pour éviter les écarts susceptibles d'affecter la qualité du formage.
B. Flexibilité matérielle

Une fois la température cible atteinte, la feuille entre dans sa fenêtre de thermoformage où la flexibilité atteint un niveau optimal pour la mise en forme. Durant cette étape, le matériau peut être transféré sur des moules ou des systèmes de formage sous vide.
Facteurs affectant la flexibilité
- Formulation du matériau
- Épaisseur de la feuille
- Durée de chauffage
- Couleur du matériau
- Teneur en charges minérales
- Température ambiante de l'atelier
La surface solide en acrylique pur démontre généralement une plus grande flexibilité et une mémoire de forme inférieure par rapport aux alternatives acryliques modifiées, ce qui la rend plus adaptée aux applications de thermoformage à rayon serré.
Techniques pour améliorer la formabilité
Pour les conceptions difficiles, les fabricants peuvent réduire sélectivement l’épaisseur du matériau, modifier la géométrie du moule, augmenter les rayons de formage ou optimiser les cycles de chauffage. Ces ajustements contribuent à améliorer le flux de matière tout en minimisant les concentrations de contraintes lors du façonnage.
Tricherie

Pendant la phase finale de chauffage, le maintien de la stabilité de la température est plus important que la simple augmentation de la chaleur. Une augmentation excessive de la température du four peut raccourcir le temps de chauffage, mais elle augmente également le risque de surchauffe, de décoloration, de développement de contraintes internes et de dommages à la surface.
Mesure et contrôle de la température
Les fabricants professionnels utilisent une combinaison de méthodes de surveillance pour vérifier la température des matériaux :
- Thermomètres infrarouges
- Contacter les thermocouples
- Capteurs de température intégrés
- Systèmes de surveillance des fours
Une mesure cohérente de la température permet de garantir que chaque feuille entre dans la phase de formage dans la fenêtre de thermoformage correcte. Cette pratique améliore considérablement la répétabilité et réduit les défauts de production.
Précautions importantes en matière de chauffage
- Évitez toute surchauffe au-delà des recommandations du fabricant.
- Maintenez une circulation d’air uniforme dans tout le four.
- N'empilez pas les feuilles pendant le chauffage.
- Assurez-vous que les feuilles sont entièrement soutenues pendant les cycles de chauffage.
- Vérifiez régulièrement l’étalonnage.
- Transférez rapidement les feuilles chauffées dans les moules.
Le succès d'un thermoformage dépend de l'obtention d'un équilibre entre la température, le temps, la flexibilité du matériau et la vitesse de formage. Des procédures de chauffage bien contrôlées créent les conditions nécessaires pour des produits thermoformés de haute qualité avec une excellente stabilité dimensionnelle et un excellent aspect de surface.
IV. Pliage et façonnage
Une fois que le matériau atteint la bonne température de thermoformage, il entre dans l’étape de mise en forme. Cette phase détermine la géométrie finale, la précision dimensionnelle et la qualité de surface du composant fini. Une manipulation appropriée pendant le transfert et le formage est essentielle car le matériau reste très flexible lorsqu'il est chaud et peut se déformer sous son propre poids s'il n'est pas soutenu.
Comprendre le rayon de formage
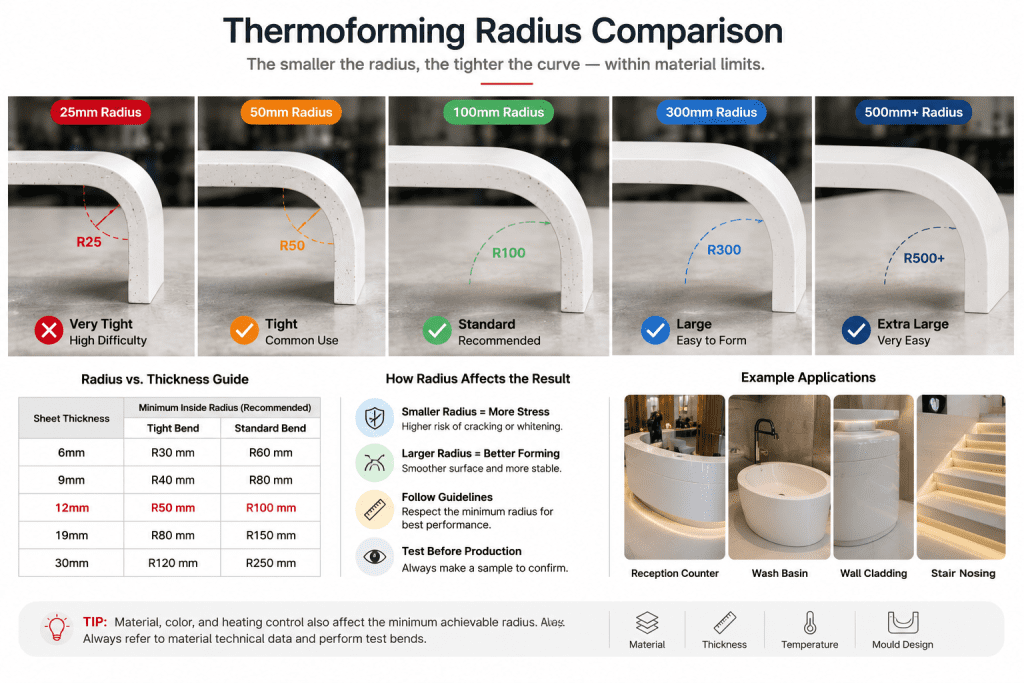
L’une des considérations de conception les plus importantes en matière de thermoformage est le rayon de courbure. Chaque matériau de surface solide a un rayon de formation minimum déterminé par la formulation, l'épaisseur, la couleur et les conditions de chauffage. Tenter de former des rayons plus serrés que ceux recommandés peut entraîner un blanchiment, des fissures, des contraintes de surface ou une récupération de forme à long terme.
| Épaisseur de matériau | Rayon recommandé typique |
| 6 mm | 20 à 50 mm |
| 12 mm | 50-120 mm |
| Conceptions de formage spéciales | Tests spécifiques au projet requis |
Techniques de pliage et de façonnage
- Formation de drapé – Le matériau peut se conformer naturellement à un moule.
- Pliage des bords – Commun pour les comptoirs et les bureaux de réception.
- Formage sous vide – Utilisé pour la précision et la répétabilité.
- Formation de moules assortis – Convient aux formes tridimensionnelles complexes.
- Formation de bassin intégrée – Processus spécialisé pour la fabrication d’éviers.
La technique sélectionnée doit équilibrer l’apparence, la stabilité dimensionnelle, l’efficacité de la production et les limitations des matériaux.
Thermoformage de bassin intégré
Les lavabos intégrés représentent l’une des applications les plus reconnues du thermoformage acrylique à surface solide. Grâce à un chauffage contrôlé et à des moules adaptés, les fabricants peuvent créer des structures de bols sans couture avec des rayons internes lisses et des transitions hygiéniques.
Ce processus est largement utilisé dans les projets d'hôtellerie, de soins de santé, de toilettes commerciales, d'établissements d'enseignement et de salles de bains résidentielles où la durabilité, la nettoyabilité et la continuité visuelle sont importantes.
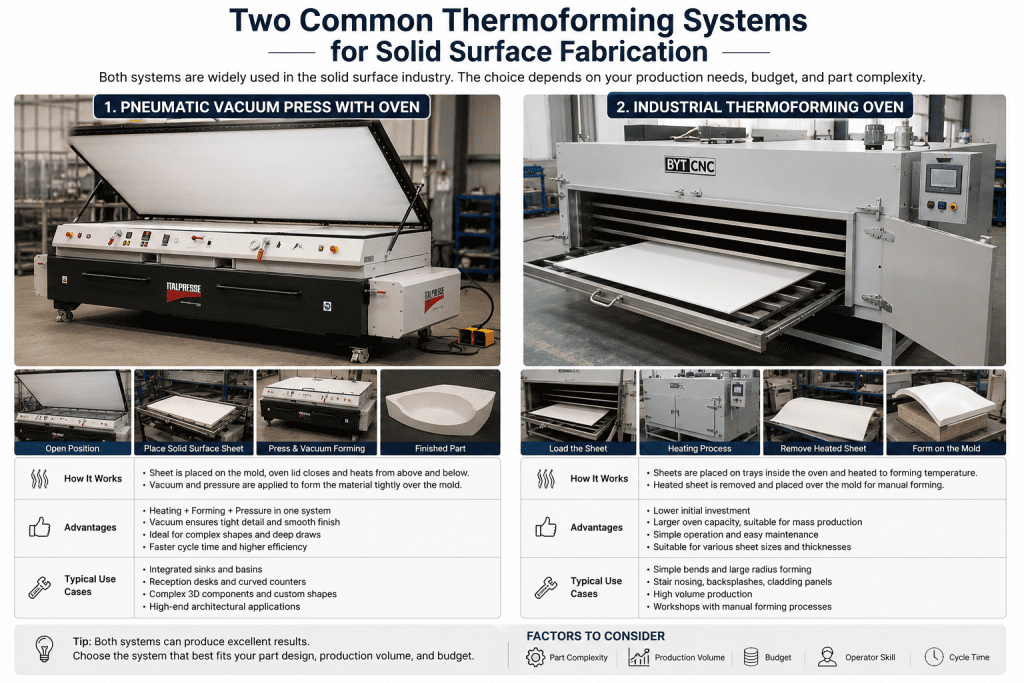
Approches de mise en forme (pressage sous vide) & Pressage hydraulique)

Pressage sous vide
Le pressage sous vide est l’une des technologies de thermoformage les plus largement adoptées dans l’industrie des surfaces solides. Une membrane sous vide tire fermement la feuille chauffée contre la surface du moule, permettant au matériau de reproduire les courbes et les détails avec une grande précision.
Cette méthode offre une excellente répétabilité et est particulièrement efficace pour les comptoirs d’accueil, les vasques intégrées, les meubles courbés et les éléments architecturaux sur mesure.
Pressage hydraulique
Les systèmes hydrauliques appliquent une pression contrôlée par compression mécanique. Ces systèmes sont couramment utilisés lorsque la précision dimensionnelle, l'intégrité structurelle ou la cohérence de la production sont essentielles.
Par rapport au formage sous vide, les systèmes hydrauliques fournissent généralement une pression plus élevée mais nécessitent un investissement en outillage et en équipement plus complexe.
V. Formes et moules
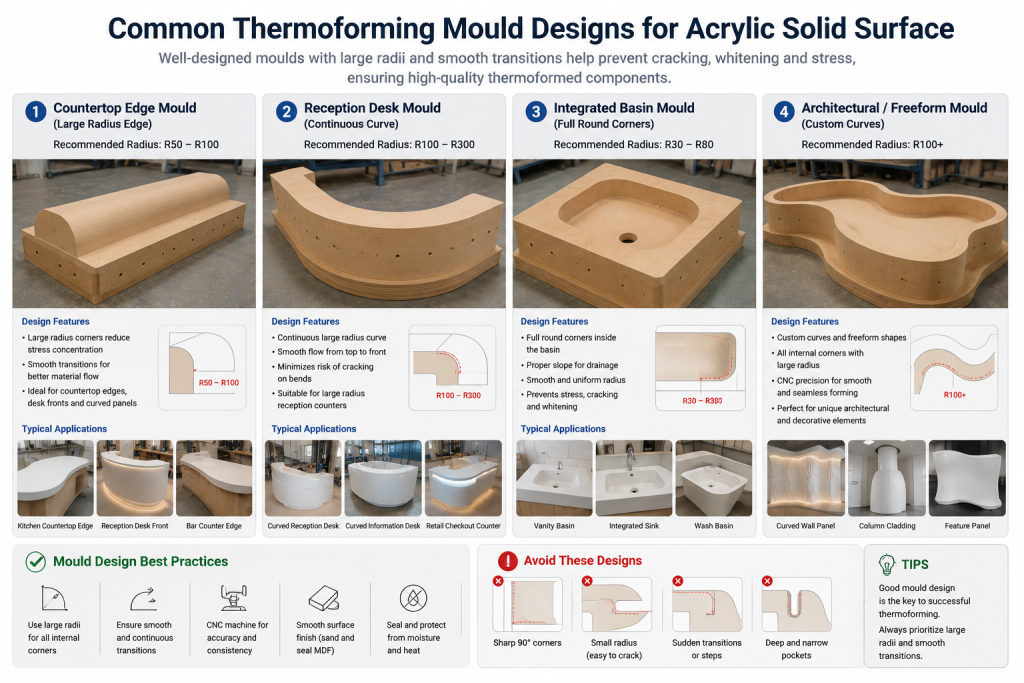
Les moules constituent la base de toute opération de thermoformage. Quelle que soit la qualité des matériaux ou la précision du chauffage, des moules mal conçus entraîneront des variations dimensionnelles, des défauts de surface ou des résultats de formage incohérents.
Matériaux de moule courants
- MDF
- Contre-plaqué
- Bois dur
- Conseil d'outillage composite
- Aluminium
- Acier
Le choix du matériau du moule dépend de la quantité de production, des exigences dimensionnelles, du budget et de la durée de vie prévue.
Types de moules
- Moisissure masculine
- Moisissure féminine
- Moule assorti
- Moule de formage sous vide
Les moules assortis produisent généralement la cohérence dimensionnelle la plus élevée et sont couramment utilisés pour la production de bassins intégrés et de composants architecturaux de précision.
Considérations sur la conception des moules
- Angles de dépouille
- Caractéristiques de la version
- Dilatation thermique
- Continuité du rayon
- Finition de surface
- Conception de ventilation
Une bonne conception du moule réduit la concentration des contraintes, améliore la répétabilité et augmente l’efficacité de la fabrication.
Préparation et utilisation des moules
Avant la production, les surfaces du moule doivent être vérifiées pour leur douceur, leur précision dimensionnelle et leurs performances de démoulage. La température du moule doit également être prise en compte, car une différence de température excessive entre la feuille chauffée et le moule peut influencer le comportement au refroidissement et la stabilité de la forme finale.
NOUS. Refroidir
Le refroidissement est souvent sous-estimé, alors qu’il constitue l’une des étapes les plus importantes du processus de thermoformage. Le matériau doit rester solidement soutenu dans le moule jusqu'à ce qu'une rigidité suffisante soit rétablie.
Un retrait prématuré du moule peut entraîner une reprise de forme, une déformation, une instabilité dimensionnelle ou le développement de contraintes à long terme.
Importance du refroidissement contrôlé
Un refroidissement contrôlé permet de dissiper progressivement les contraintes internes tout en préservant la géométrie souhaitée. Un refroidissement uniforme améliore la précision dimensionnelle et réduit le risque de distorsion après formage.
Meilleures pratiques de refroidissement
- Maintenir le support du moule pendant le refroidissement.
- Évitez le refroidissement forcé immédiatement après le formage.
- Laisser la température diminuer progressivement.
- Empêche les courants d'air et le flux d'air irrégulier.
- Vérifiez la température de la pièce avant le démoulage.
Considérations sur le temps de refroidissement
La durée de refroidissement varie en fonction de l'épaisseur du matériau, de la masse du moule, de la température ambiante et de la complexité des composants. La plupart des applications de surfaces solides en acrylique de 12 mm nécessitent environ 30 à 45 minutes de refroidissement contrôlé avant le démoulage.
Pour les emboutissages profonds, les bassins intégrés et les grands éléments architecturaux, des périodes de refroidissement prolongées peuvent être nécessaires pour obtenir une stabilité dimensionnelle à long terme.
VII. Touches finales
Une fois que le composant thermoformé a terminé le cycle de refroidissement, le processus de fabrication entre dans sa phase finale. Cette phase se concentre sur le raffinement dimensionnel, l'intégration des coutures, la finition de surface et la vérification de la qualité. Une finition appropriée garantit que le produit final répond aux attentes visuelles et de performance.
Techniques de couture
L'un des avantages uniques de la surface solide acrylique est sa capacité à créer des joints discrets à l'aide d'adhésifs de couleur assortie. Des joints correctement fabriqués permettent d’assembler plusieurs composants thermoformés en structures plus grandes tout en conservant une apparence continue.
- Utilisez des systèmes adhésifs de couleur assortie.
- Préparez soigneusement les surfaces à coller.
- Maintenez une pression de serrage appropriée.
- Laisser durcir complètement l’adhésif avant de terminer.
- Inspectez les joints pour vérifier leur continuité et leur alignement.
Découpage et finition
Après le thermoformage, l'excédent de matériau est éliminé à l'aide de routeurs CNC, d'accessoires de découpe ou d'équipements de découpe de précision. Le composant fini est ensuite poncé et affiné pour obtenir la finition de surface spécifiée.
Les finitions de surface peuvent varier du mat au semi-brillant selon les exigences du projet. Des procédures de ponçage cohérentes aident à éliminer les incohérences visuelles et à améliorer l’apparence générale.
Contrôle de qualité
Les fabricants professionnels vérifient généralement les paramètres suivants avant de commercialiser des produits thermoformés :
- Précision dimensionnelle
- Cohérence du rayon
- Aspect des surfaces
- Qualité des coutures
- Stabilité structurelle
- Cohérence des couleurs
- Préparation à l'installation
VIII. Fours
Le four de thermoformage joue un rôle central dans la détermination de la cohérence du processus. Un chauffage uniforme, un contrôle précis de la température et des performances reproductibles sont essentiels pour des résultats de formage réussis.
Aperçu des différents types de fours
| Type de four | Caractéristiques | Applications typiques |
| Four à air chaud | Chauffage uniforme | Thermoformage général |
| Four à convection | Circulation d'air contrôlée | Formage de grandes feuilles |
| Four de presse à plateaux | Transfert de chaleur direct | Cycles de production rapides |
| Four infrarouge | Chauffage rapide | Applications spécialisées |
Calibrage des fours
L'étalonnage doit être effectué régulièrement pour garantir que les températures réelles correspondent aux paramètres programmés. Même de petits écarts de température peuvent influencer la flexibilité, le comportement au refroidissement et la qualité du produit final.
Meilleures pratiques d'utilisation du four
- Préchauffer les fours avant de charger le matériel.
- Vérifier la stabilité de la température avant la production.
- Maintenir une bonne circulation de l’air.
- Évitez toute surchauffe au-delà des recommandations du fabricant.
- Surveillez la température tout au long du cycle.
- Enregistrez les paramètres du processus pour la répétabilité.
IX. Spécifications de thermoformage pour différentes marques de surfaces solides
Comparaison des exigences de thermoformage pour différentes marques
Bien que les matériaux acryliques à surface solide partagent de nombreuses caractéristiques communes, les exigences de thermoformage peuvent varier d'un fabricant à l'autre en raison des différences dans les systèmes de résine, la teneur en charges, les pigments, les formulations exclusives, l'épaisseur de la feuille et les directives de fabrication publiées.
La comparaison suivante résume les recommandations de thermoformage recueillies auprès des principales marques de surfaces solides et sert de référence rapide aux fabricants évaluant différents matériaux. Vérifiez toujours la documentation technique actuelle du fabricant avant la production.
| Marque | Température de chauffage | Temps de chauffage | Épaisseur de matériau | Temps de refroidissement | Considérations particulières |
| corian | 160°C – 170°C | 25 – 35 minutes | 12 mm (1/2″) | 45 minutes | Les couleurs foncées peuvent changer de couleur |
| Acrion | 160°C – 170°C | 20 – 30 minutes | 12 mm (1/2″) | 40 minutes | Un refroidissement complet est crucial pour conserver la forme |
| Tristone | 150°C | 15 – 20 minutes | 9 mm (3/8″) | 30 minutes | Permet de créer des designs fluides |
| L'art de Wilson | 160°C | 25 – 35 minutes | 12 mm (1/2″) | 40 minutes | Un bon chauffage de la feuille entière est crucial |
| Crion | 140°C (285°F) | 18 minutes | 12 mm (1/2″) | 30 minutes | Processus de thermoformage utilisé pour les conceptions complexes |
| LG Hausys | 155°C – 165°C | 20 – 30 minutes | 6 mm (1/4″) | 35 minutes | Les particules transparentes peuvent ne pas bien se thermoformer |
| Starrón | 150°C | 18 – 25 minutes | 9 mm (3/8″) | 30 minutes | Convient pour créer des formes 3D |
| Hanex | 160°C – 170°C | 25 – 35 minutes | 12 mm (1/2″) | 40 minutes | Un refroidissement complet est crucial pour conserver la forme |
| Méganite | 155°C – 160°C | 20 – 30 minutes | 6 mm (1/4″) | 35 minutes | La flexibilité du matériau dépend du mélange spécifique |
| Aristech Surfaces | 160°C | 25 – 35 minutes | 12 mm (1/2″) | 40 minutes | Attention requise lors du thermoformage de couleurs foncées |
| Duraseine | 155°C – 165°C | 20 – 30 minutes | 6 mm (1/4″) | 40 minutes | Ne convient pas aux applications horizontales |
Cette comparaison fournit un aperçu pratique de la température, du temps, de l'épaisseur du matériau, du refroidissement et des considérations particulières des principales marques de surfaces solides. Étant donné que les couleurs et les formulations individuelles peuvent se comporter différemment pendant le chauffage et le formage, les fabricants doivent utiliser ce tableau comme point de référence plutôt que comme substitut aux tests spécifiques au projet.
Observations clés de la comparaison des marques
- La plupart des marques se forment dans la plage de 150°C à 170°C. Cela confirme l’importance d’un contrôle stable du four plutôt que d’un chauffage excessif.
- Les feuilles de 12 mm sont largement utilisées pour le thermoformage commercial. Cependant, plusieurs marques publient également des recommandations pour les applications en 6 mm ou 9 mm.
- Le temps de refroidissement est critique. De nombreuses marques mettent l'accent sur un refroidissement de 30 à 45 minutes pour maintenir la stabilité de la forme.
- Les couleurs sombres et les particules spéciales nécessitent de la prudence. Les pigments, les particules et la translucidité peuvent influencer le comportement au thermoformage.
- La documentation du fabricant reste indispensable. Les données publiées peuvent changer et chaque projet doit être vérifié avant la production.
Analyse comparative du thermoformage dans l'industrie
Corian, HIMACS, Hanex, Staron, Krion, Tristone, Wilsonart, Meganite, Durasein, Aristech Surfaces et ACRION représentent tous différentes approches en matière de formulation de surfaces solides acryliques et de support de fabrication. La comparaison ci-dessus montre que les performances du thermoformage ne sont pas déterminées uniquement par la température. La composition du matériau, la pigmentation, l'épaisseur de la feuille, la conception du moule, l'uniformité du chauffage et le contrôle du refroidissement contribuent tous aux résultats finaux.
Pour une fabrication professionnelle, la meilleure pratique consiste à combiner les recommandations du fabricant avec les dossiers de tests internes. Ceci est particulièrement important pour les applications exigeantes telles que les bassins intégrés, les courbes à rayon serré, les grands comptoirs de réception et les éléments architecturaux complexes.
Thermoformage acrylique pur ou acrylique modifié
L'une des questions les plus fréquemment posées par les fabricants est de savoir si la surface solide en acrylique pur ou en acrylique modifié fonctionne mieux lors du thermoformage. Bien que les deux matériaux puissent être thermoformés dans des conditions appropriées, leurs caractéristiques de performance diffèrent considérablement.
| Propriété | Acrylique pur | Acrylique modifié |
| Flexibilité | Excellent | Modéré |
| Rétention de forme | Excellent | Bien |
| Formage à petit rayon | Mieux | Limité |
| Courbes complexes | Excellent | Modéré |
| Production de bassin intégrée | Excellent | Limité |
| Applications architecturales | Très approprié | Dépend du projet |
Pour les applications exigeantes impliquant des bassins intégrés, des comptoirs de réception incurvés, des environnements de soins de santé et des installations architecturales personnalisées, la surface solide en acrylique pur est généralement considérée comme le matériau préféré en raison de son comportement de thermoformage supérieur, de ses caractéristiques de mémoire de forme et de sa stabilité dimensionnelle à long terme.
Les matériaux acryliques modifiés restent une solution rentable pour de nombreux projets, mais ils peuvent nécessiter des rayons plus grands et des paramètres de formage plus conservateurs par rapport aux alternatives acryliques pures.
X. Développement de processus et dépannage
Même avec des moules bien conçus et des équipements correctement calibrés, des problèmes de thermoformage peuvent parfois survenir. La tenue d'enregistrements de processus détaillés et la mise en œuvre de procédures de dépannage structurées aident les fabricants à améliorer la cohérence, à réduire les déchets et à optimiser l'efficacité de la production.
Documentation du processus
Les fabricants professionnels enregistrent généralement les paramètres suivants pour chaque projet de thermoformage :
- Type de matériau et couleur
- Épaisseur de la feuille
- Température de chauffage
- Durée de chauffage
- Identification des moisissures
- Température du moule
- Durée de refroidissement
- Température ambiante de l'atelier
- Informations sur l'opérateur
- Résultats de production
Une tenue cohérente des enregistrements permet d’analyser et d’optimiser les variables du processus au fil du temps.
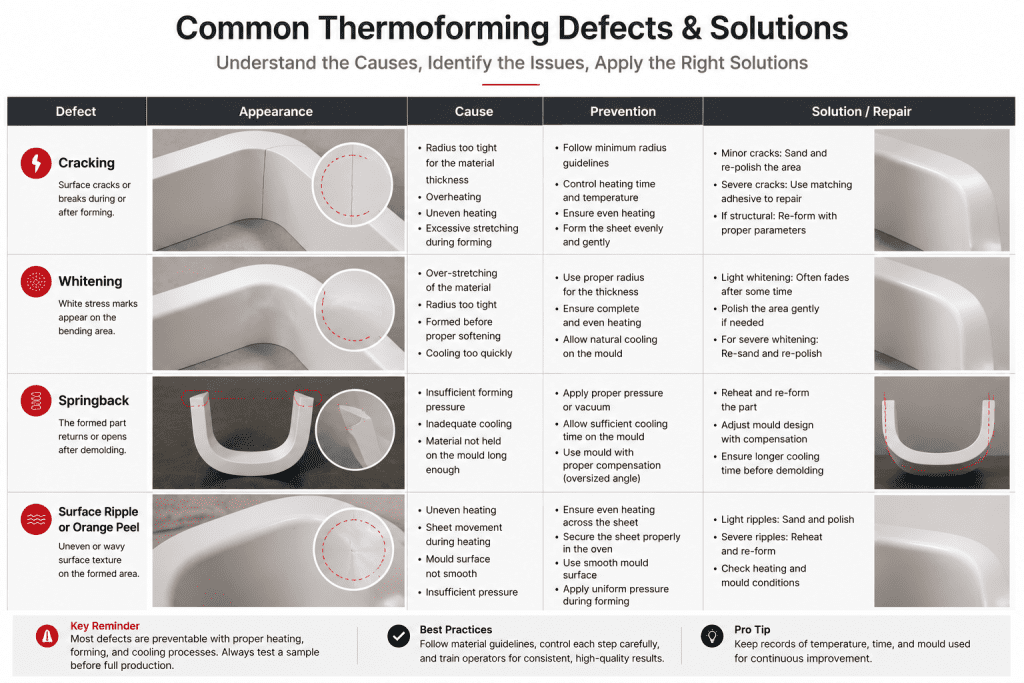
Défauts courants de thermoformage et solutions
| Problème | Cause possible | Solution recommandée |
| Blanchiment | Chauffage insuffisant ou stress excessif | Augmenter la cohérence du chauffage et revoir la conception du rayon |
| Fissuration | Rayon trop petit ou matériau soumis à des contraintes excessives | Augmenter le rayon et vérifier le profil de température |
| Rides | Compression excessive pendant le formage | Examiner la conception du moule et le flux des matériaux |
| Récupération de forme | Temps de refroidissement insuffisant | Prolonger la durée de refroidissement avant le démoulage |
| Marques de surface | Imperfections de moisissure | Améliorer la finition et la maintenance des moules |
| Changement de couleur | Surchauffe | Réduisez la température de formage et le temps de cycle |
La plupart des défauts de thermoformage peuvent être minimisés grâce à un contrôle approprié de la température, à l’optimisation de la conception des moules et au respect des recommandations du fabricant.
Optimisation du processus de thermoformage
L'optimisation des processus nécessite d'identifier le facteur limitant dans chaque cycle de production. La température de chauffage, la conception du moule, la vitesse de formage, la durée de refroidissement et l'épaisseur du matériau doivent être soigneusement ajustées en fonction des résultats des tests. Privilégier le glissement du matériau plutôt qu'un étirement et une compression excessifs plutôt qu'un allongement incontrôlé permet de réduire la déformation et d'améliorer la répétabilité.
Dépannage des problèmes courants
Les défis du thermoformage doivent être abordés systématiquement. Le blanchiment peut indiquer une chaleur insuffisante ou un stress excessif. Le plissement peut suggérer une compression excessive ou une mauvaise conception du moule. La déchirure peut résulter d’arêtes vives, de pincements ou d’une capacité matérielle dépassée. Les marques de surface indiquent souvent des problèmes de finition du moule. Chaque défaut doit être évalué au moyen d'enregistrements de température, d'inspection des moules et d'observations de formage.
XI. Considérations de sécurité
Le thermoformage implique des températures élevées, des équipements chauffés et de grandes opérations de manutention. L'établissement de procédures de travail sûres est essentiel pour protéger le personnel et maintenir des environnements de production efficaces.
Équipement de protection individuelle (EPI)
- Gants résistants à la chaleur
- Lunettes de sécurité
- Chaussures de protection
- Vêtements de travail à manches longues
- Protection auditive si nécessaire
Meilleures pratiques de sécurité en atelier
- Maintenir une ventilation adéquate.
- Gardez les sorties de secours dégagées.
- Inspectez régulièrement les fours.
- Former les opérateurs à la manutention sécuritaire des matériaux.
- Suivez les instructions d’utilisation du fabricant.
- Maintenir les procédures d'intervention d'urgence.
La sécurité doit être intégrée à chaque étape du processus de thermoformage, depuis la préparation des matériaux jusqu'à la fabrication finale.
Foire aux questions
Quelle température est requise pour le thermoformage de surfaces solides ?
La plupart des matériaux à surface solide en acrylique pur sont thermoformés dans une plage de températures d'environ 160 à 170 °C (320 à 338 °F). Les exigences réelles peuvent varier en fonction de la marque, de la couleur, de l'épaisseur de la feuille et de la géométrie du projet.
Le quartz peut-il être thermoformé ?
Les surfaces en quartz ne peuvent pas être thermoformées de la même manière que les surfaces solides en acrylique. Le thermoformage est une caractéristique unique associée principalement aux matériaux à surface solide à base d'acrylique.
Le thermoformage affaiblit-il la surface solide ?
Lorsqu’il est effectué conformément aux recommandations du fabricant, le thermoformage n’affaiblit pas de manière significative la surface solide acrylique. Une conception appropriée du chauffage, du refroidissement et du rayon est essentielle pour maintenir les performances à long terme.
Quel est le rayon de courbure minimum pour une surface solide ?
Le rayon minimum dépend du type de matériau, de son épaisseur, de sa couleur et des conditions de formage. Les fabricants doivent consulter les directives du fabricant et effectuer des tests pour les applications exigeantes.
Une surface solide peut-elle être réchauffée et remodelée ?
Dans de nombreux cas, la surface solide acrylique peut être réchauffée et remodelée dans certaines limites. Cependant, des cycles de thermoformage répétés peuvent affecter les performances du matériau et doivent être évalués avec soin.
Quel matériau de surface solide convient le mieux au thermoformage ?
La surface solide en acrylique pur est généralement considérée comme le matériau préféré pour les applications de thermoformage exigeantes en raison de sa flexibilité supérieure, de sa rétention de forme et de sa capacité à obtenir des rayons plus serrés.
XII. Conclusion
Le thermoformage de surfaces solides reste l’une des techniques de fabrication les plus puissantes dont disposent les architectes, les concepteurs et les fabricants. En combinant un chauffage contrôlé, des moules de précision, des procédures de refroidissement appropriées et des méthodes de finition professionnelles, les feuilles acryliques à surface solide peuvent être transformées en formes tridimensionnelles sans couture qui offrent une valeur à la fois fonctionnelle et esthétique.
Des lavabos intégrés et comptoirs de soins de santé aux comptoirs de réception incurvés et aux installations architecturales personnalisées, le thermoformage continue d'élargir les possibilités de conception des matériaux modernes à surface solide.
Le succès dépend en fin de compte de la compréhension du comportement des matériaux, du respect des recommandations du fabricant et de la mise en œuvre de pratiques de fabrication cohérentes à chaque étape du processus.
Surface solide acrylique thermoformable d'ACRION
ACRION fabrique des feuilles à surface solide en acrylique pur conçues pour les applications de fabrication, de thermoformage et architecturales. Nos matériaux sont largement utilisés pour les bassins intégrés, les comptoirs de réception incurvés, les projets de soins de santé, les intérieurs d'hôtellerie, les agencements de vente au détail et les installations commerciales personnalisées dans le monde entier.
- Surface solide acrylique pure
- Formulations adaptées au thermoformage
- Fabrication de bassins intégrés
- Accompagnement de projets architecturaux
- OEM & Fabrication sur mesure
- Expérience d'exportation mondiale
Continuer l'apprentissage :
Qu'est-ce qu'une surface solide en acrylique ?