最終更新日: 2026年6月
材料の準備、加熱温度、金型設計、曲げ技術、冷却手順、トラブルシューティング、アクリル固体表面用途の製造のベスト プラクティスなど、完全な固体表面熱成形プロセスを学びます。
熱成形に関する簡単な事実
| 材料 | 純粋なアクリル固体表面 |
| 一般的な厚さ | 12mm |
| 成形温度 | 160~170℃ |
| 冷却温度 | 45℃以下 |
| 一般的なアプリケーション | 一体型洗面器、受付デスク、ヘルスケアカウンター、小売備品 |
| 推奨素材 | 純粋なアクリル固体表面 |
固体表面熱成形とは何ですか?
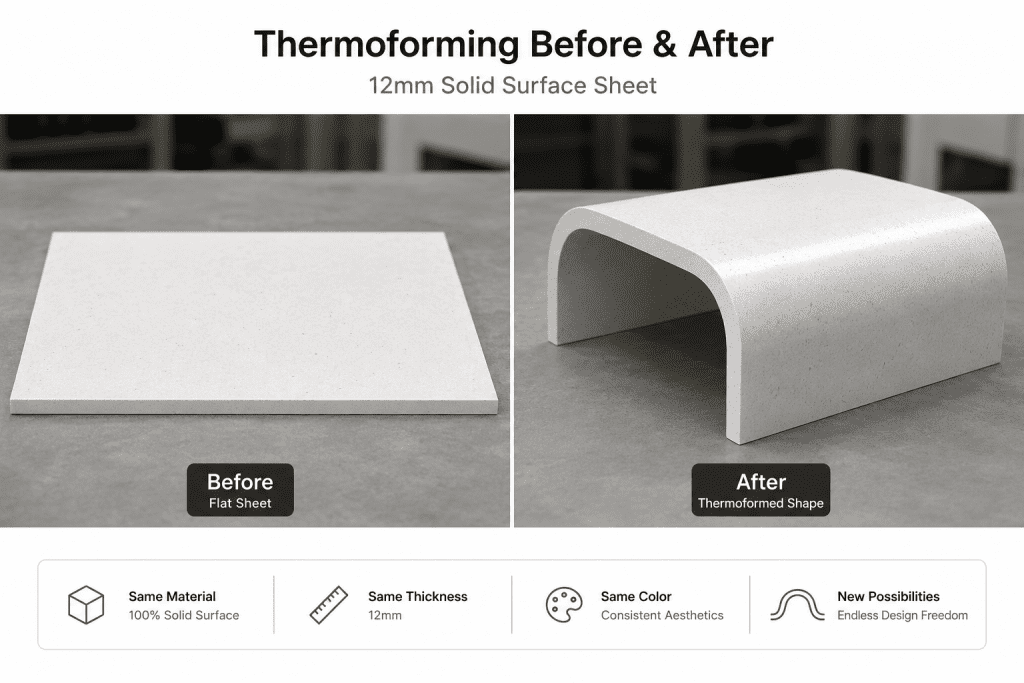
固体表面熱成形は、アクリル固体表面シートを、曲げたり、成形したり、湾曲した三次元形状に成形したりできる十分な柔軟性が得られるまで加熱するプロセスです。適切な温度範囲に加熱されると、材料は金型上で成形され、冷却段階でも形状が維持されます。
石英、花崗岩、磁器、またはセラミック材料とは異なり、アクリル固体表面は独自の熱成形特性を備えており、製造業者はシームレスな曲線、一体型シンク、丸いカウンタートップ、彫刻家具、カスタム建築要素を作成できます。この機能は、アクリル固体表面を多くの競合表面材料と区別する決定的な利点の 1 つです。
熱成形は、商業、医療、ホスピタリティ、小売、住宅プロジェクト全体にわたる中核的な製造技術となっています。デザイナーや製造者は、熱成形された固体表面を使用して、従来の石材を使用して製造するのが困難または不可能だった流れるような形状やシームレスな移行を実現します。
Corian®、HIMACS®、Staron®、Krion®、Hanex®、Tristone®、ACRION® などの高級アクリル固体表面ブランドは、熱成形能力で認められています。ただし、実際の性能は配合、色のコレクション、シートの厚さ、加熱方法、製造手順によって異なる場合があります。
一般的な熱成形用途
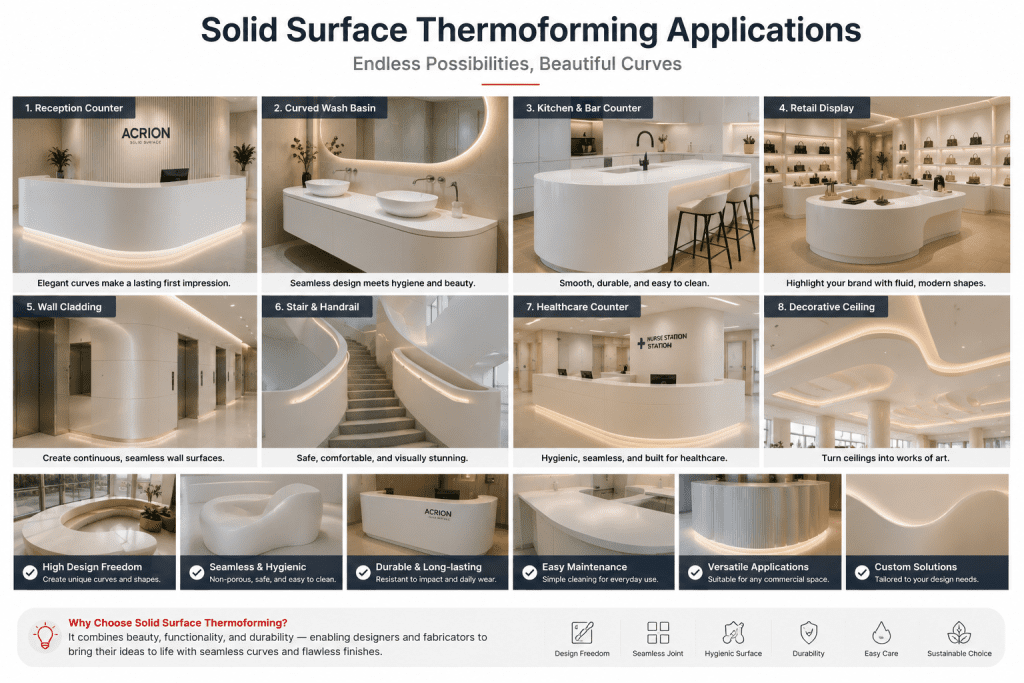
アクリル固体表面熱成形の多用途性により、製造業者は幅広い機能的および建築的な製品を作成できます。以下は、現代の商業および住宅プロジェクトで見られる最も一般的な用途の一部です。
一体型洗面器
熱成形洗面器は、アクリル固体表面の最もよく知られた用途の 1 つです。熱、金型、精密加工を組み合わせることで、製造業者は、滑らかな半径、強化された衛生状態、そして現代的な美観を備えたシームレスな洗面器システムを作成できます。
曲面受付デスク
ホテル、企業オフィス、空港、商業開発では、流動的な建築設計を実現するために熱成形された受付カウンターが頻繁に使用されています。シームレスな曲線は、長期的な耐久性を維持しながら、プレミアムな視覚体験を生み出すのに役立ちます。
ヘルスケアカウンター
医療環境では、非多孔質の特性と洗浄が難しい接合部を減らす能力により、熱成形固体表面の恩恵を受けることができます。湾曲したナース ステーション、一体型シンク、継ぎ目のないワークトップなどが一般的な例です。
小売用ディスプレイ家具
小売ブランドは、陳列テーブル、壁、製品ショーケース、カスタム什器を製造するために熱成形固体表面を使用することがよくあります。連続的な曲線を作成する機能により、プレミアムな小売デザインのコンセプトがサポートされます。
I.はじめに
固体表面熱成形は、建築表面業界で利用できる最も価値のある製造技術の 1 つです。アクリル固体表面シートを慎重に加熱し、型の上で成形することにより、製造業者は、従来の石材では実現が困難または不可能な、シームレスな曲線、一体型シンク、彫刻家具、カスタムの 3 次元建築要素を作成できます。
このプロセスでは、材料科学、温度制御、金型エンジニアリング、製造の専門知識が組み合わされています。熱成形を正しく実行すると、デザイナーは、アクリル固体表面を商業、医療、サービス、小売、住宅用途に好まれる素材にする性能特性を維持しながら、平らなシートを機能的で視覚的に印象的な形状に変えることができます。
固体表面熱成形の概要
熱成形では、アクリル固体表面シートを、材料が柔軟で成形可能になる制御された温度範囲まで加熱します。加熱されたシートは、その後、金型、真空プレス、または成形治具に移され、冷却されて安定化される前に、所望の形状に成形されます。
応力集中を引き起こす可能性のある機械的な曲げ方法とは異なり、熱成形では材料を均一に再形成することができます。このプロセスにより、表面の連続性と美的品質を維持しながら、滑らかな半径、流れるような曲線、一体化したボウル、丸いカウンタートップ、複雑な建築形状を製造することが可能になります。
重要性と応用
熱成形の重要性は見た目の美しさを超えています。湾曲した形状は、多くの場合、人間工学、衛生、安全性、ユーザー エクスペリエンスを向上させます。シームレスな移行により、汚れのトラップが排除され、清掃の必要性が軽減され、建築家やインテリア デザイナーの間でますます好まれている現代のデザイン言語に貢献します。
現在、熱成形固体表面コンポーネントは、一体型洗面器、受付デスク、ナース ステーション、研究室のワークトップ、空港サービス カウンター、小売店の備品、ホテルの内装、教育施設、カスタム家具の用途で広く使用されています。製造技術が進化し続ける中、熱成形は依然としてアクリル固体表面材料の決定的な利点の 1 つです。
このガイドでは、材料の準備、加熱技術、金型設計、成形方法、冷却手順、トラブルシューティング戦略、世界中のプロの製造業者が使用するベスト プラクティスなど、熱成形プロセスの包括的な概要を説明します。
II.材料の準備
熱成形の成功は、シートがオーブンに入るずっと前から始まります。材料の選択、シートの準備、エッジの品質、寸法計画、欠陥検査はすべて、最終的な成形結果に影響します。適切な準備により、熱成形プロセス中の亀裂、白化、歪み、寸法の不正確さのリスクが軽減されます。
材料の選択
すべての固体表面材料が同一の熱成形性能を示すわけではありません。純粋なアクリル固体表面は、一般に、変性アクリル配合物と比較した場合、優れた柔軟性、形状保持性、および長期安定性を提供します。材料の選択では、必要な半径、形状の複雑さ、プロジェクト環境、および製造方法を考慮する必要があります。
狭い半径、統合されたシンク、深い曲線、または高度な彫刻的な形状を含む要求の厳しい用途では、熱成形特性が強化されているため、純粋なアクリル固体表面が通常好ましい選択肢です。
材料の概要
アクリル固体表面シートは、主にアクリル樹脂と鉱物フィラーからなる人工複合材料です。その独自の組成により、正確な形状に成形するのに十分な構造的完全性を維持しながら、加熱すると材料が軟化します。
色や配合が異なると、熱成形挙動に若干の違いが生じる場合があります。暗い色、微粒子の多いデザイン、半透明のコレクション、特殊な装飾効果では、最適な結果を得るためにプロセスの調整が必要になる場合があります。
材料の能力と準備
熱成形を開始する前に、成形後のトリミング操作に対応できるようにシートを少し大きめにカットする必要があります。製造者は、加熱および成形中に増幅される可能性のある欠け、傷、亀裂、汚染、または製造上の欠陥がないか、すべての表面を注意深く検査する必要があります。
表面の欠陥は成形中に応力集中点として機能することが多く、破損のリスクが高まる可能性があります。慎重に準備することで、プロセス全体を通じて一貫した材料の挙動を確保することができます。
材料の準備に必要なツール
プロの熱成形作業は、正確な準備装置に依存しています。一般的なツールには、CNC ルーター、パネルソー、トリミング装置、サンディング システム、測定装置、テンプレート、検査ツールなどがあります。準備および製造手順中は、常に適切な個人用保護具を使用する必要があります。
清潔で整理整頓されたワークステーションは、製造品質に大きく貢献します。再現可能な準備手順を確立すると、熱成形プロセス全体を通じて一貫性が向上し、無駄が削減され、生産効率が向上します。
Ⅲ.固体表面材料の加熱
加熱は、熱成形プロセスの最も重要な段階です。適切な温度制御は、材料の柔軟性、寸法安定性、表面の外観、および最終製品の品質に直接影響します。加熱が不十分な場合は、白化、ひび割れ、または成形の不完全が生じる可能性があり、一方、過度の加熱は、変色、表面劣化、または永久的な材料の損傷を引き起こす可能性があります。
プロの製造者は、一貫した熱成形結果を達成するために、温度、加熱時間、シートの厚さ、金型の複雑さ、材料配合のバランスを慎重にとります。
熱成形クイックリファレンステーブル
| パラメータ | 代表的な推奨事項 |
| 材質の種類 | 純粋なアクリル固体表面 |
| シートの厚さ | 12mm |
| 成形温度 | 160 ~ 170 °C (320 ~ 338 °F) |
| 加熱時間 | 20~35分 |
| 冷却温度 | 45℃以下 |
| 冷却期間 | 30~45分 |
| 推奨半径 | 材質に応じて 3T ~ 10T |
| 複雑な曲線に最適な素材 | 純粋なアクリル固体表面 |
A. 予熱
予熱は、熱成形を成功させるための基礎を確立します。目的は、局所的なホットスポットや熱応力集中を生じさせることなく、シート全体の温度を均一に上昇させ、材料が柔軟で成形可能な状態に達するようにすることです。
均一な加熱は、大型パネル、一体型盆地、深い曲面、または複雑な三次元形状を形成する場合に特に重要です。加熱が不均一であると、伸縮が不均一になり、表面が望ましくない変形を起こす可能性があります。
加熱方法
- 空気循環オーブン – 専門的な製造において最も一般的です。
- プラテンプレスオーブン – 直接接触によるより速い熱伝達。
- 対流式オーブン – 大きなシートの均一な加熱。
- 赤外線加熱システム – 特定の用途に選択的に使用されます。

推奨加熱範囲
| 材料 | 推奨温度 |
| 純粋なアクリル固体表面 | 160~170℃ |
| 改質アクリル固体表面 | 150~165℃ |
配合やカラーコレクションには特定の調整が必要な場合があるため、製造者は材料メーカーが提供する推奨事項を常に確認する必要があります。
オーブンの校正
プロセスの一貫性を維持するには、正確なオーブンの校正が不可欠です。定期的な校正は、実際のオーブン温度がプログラムされた設定値と一致していることを確認するのに役立ちます。生産環境では、成形品質に影響を与える可能性のある逸脱を防ぐために、校正チェックを定期的に実施する必要があります。
B. 素材の柔軟性

目標温度に達すると、シートは熱成形ウィンドウに入り、柔軟性が成形に最適なレベルに達します。この段階では、材料を金型または真空成形システムに移すことができます。
柔軟性に影響を与える要因
- 材料配合
- シートの厚さ
- 加熱時間
- 素材の色
- ミネラルフィラー含有量
- 作業場の周囲温度
純粋なアクリルの固体表面は一般に、変性アクリルの代替品と比較して柔軟性が高く、形状記憶が低いため、狭い半径の熱成形用途により適しています。
成形性を向上させる技術
難しい設計の場合、製造者は材料の厚さを選択的に減らしたり、金型の形状を変更したり、成形半径を増やしたり、加熱サイクルを最適化したりすることがあります。これらの調整は、成形中の応力集中を最小限に抑えながら、材料の流れを改善するのに役立ちます。
C. 加熱

最終加熱段階では、単に熱を高めるよりも温度安定性を維持することが重要です。オーブンの温度を上げすぎると加熱時間は短くなる可能性がありますが、過熱、変色、内部応力の発生、表面損傷のリスクも高まります。
温度の測定と制御
プロの製造業者は、次のような監視方法を組み合わせて材料の温度を検証します。
- 赤外線温度計
- 接触熱電対
- 内蔵温度センサー
- オーブン監視システム
一貫した温度測定により、すべてのシートが正しい熱成形ウィンドウ内で成形段階に入ることが保証されます。これにより、再現性が大幅に向上し、製造上の欠陥が減少します。
暖房に関する重要な予防措置
- メーカーの推奨を超える過熱を避けてください。
- オーブン全体で均一な空気循環を維持します。
- 加熱中はシートを重ねないでください。
- 加熱サイクル中はシートが完全にサポートされていることを確認してください。
- 定期的に校正を確認してください。
- 加熱されたシートを速やかに金型に転写します。
熱成形が成功するかどうかは、温度、時間、材料の柔軟性、成形速度のバランスを達成できるかどうかにかかっています。適切に制御された加熱手順により、優れた寸法安定性と表面外観を備えた高品質の熱成形製品に必要な条件が生み出されます。
IV.曲げと成形
材料が適切な熱成形温度に達すると、成形段階に入ります。この段階では、完成したコンポーネントの最終的な形状、寸法精度、表面品質が決まります。材料は熱い間も高い柔軟性を保ち、支持されていない場合は自重で変形する可能性があるため、転写および成形中の適切な取り扱いが不可欠です。
成形半径について
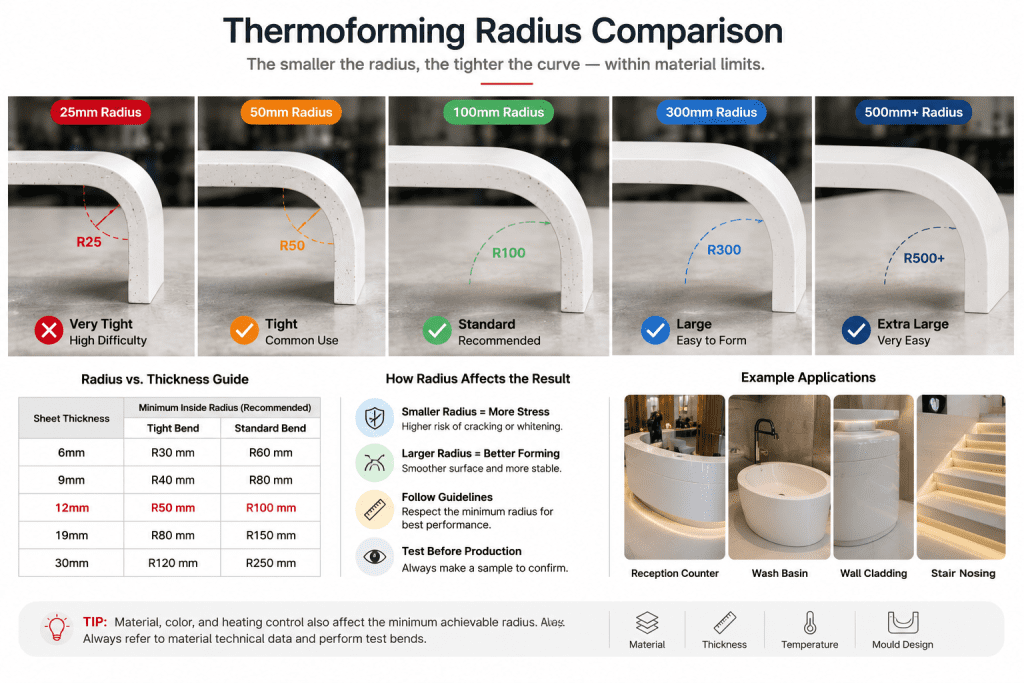
熱成形における設計上の最も重要な考慮事項の 1 つは曲げ半径です。すべての固体表面材料には、配合、厚さ、色、加熱条件によって決まる最小成形半径があります。推奨よりも狭い半径を形成しようとすると、白化、亀裂、表面応力、または長期にわたる形状回復につながる可能性があります。
| 材料の厚さ | 一般的な推奨半径 |
| 6mm | 20~50mm |
| 12mm | 50~120mm |
| 特殊な成形設計 | プロジェクト固有のテストが必要 |
曲げと成形のテクニック
- ドレープ成形 – 材料は型の上で自然に適合します。
- エッジベンディング – カウンタートップと受付デスクに共通。
- 真空成形 – 精度と再現性のために使用されます。
- マッチした金型成形 – 複雑な三次元形状に適しています。
- 統合盆地成形 – シンク製造に特化したプロセス。
選択される技術は、外観、寸法安定性、生産効率、材料制限のバランスが取れている必要があります。
一体型盆地の熱成形
一体型洗面器は、アクリル固体表面熱成形の最もよく知られた用途の 1 つです。制御された加熱と適合する金型により、製造業者は、滑らかな内部半径と衛生的な移行を備えたシームレスなボウル構造を作成できます。
このプロセスは、耐久性、洗浄性、視覚的連続性が重要視されるホスピタリティ、医療、商業用洗面所、教育施設、住宅用バスルームプロジェクトで広く使用されています。
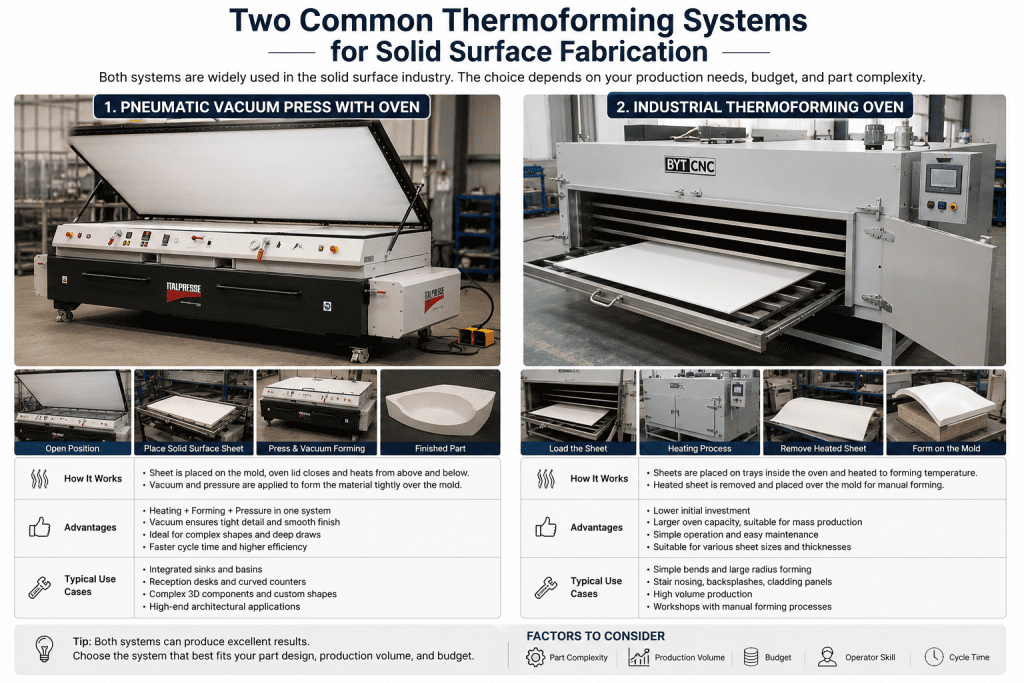
成形アプローチ(真空プレス) & 油圧プレス)

真空プレス
真空プレスは、固体表面産業で最も広く採用されている熱成形技術の 1 つです。真空膜が加熱されたシートを金型表面にしっかりと引き寄せ、材料が曲線や細部を高精度で再現できるようにします。
この方法は優れた再現性を提供し、受付カウンター、一体型洗面台、曲面家具、カスタム建築要素に特に効果的です。
油圧プレス
油圧システムは、機械的圧縮を通じて制御された圧力を加えます。これらのシステムは、寸法精度、構造的完全性、または生産の一貫性が重要な場合に一般的に使用されます。
真空成形と比較して、油圧システムは一般に高い圧力を提供しますが、より複雑な工具や設備投資が必要になります。
V. フォームとモールド
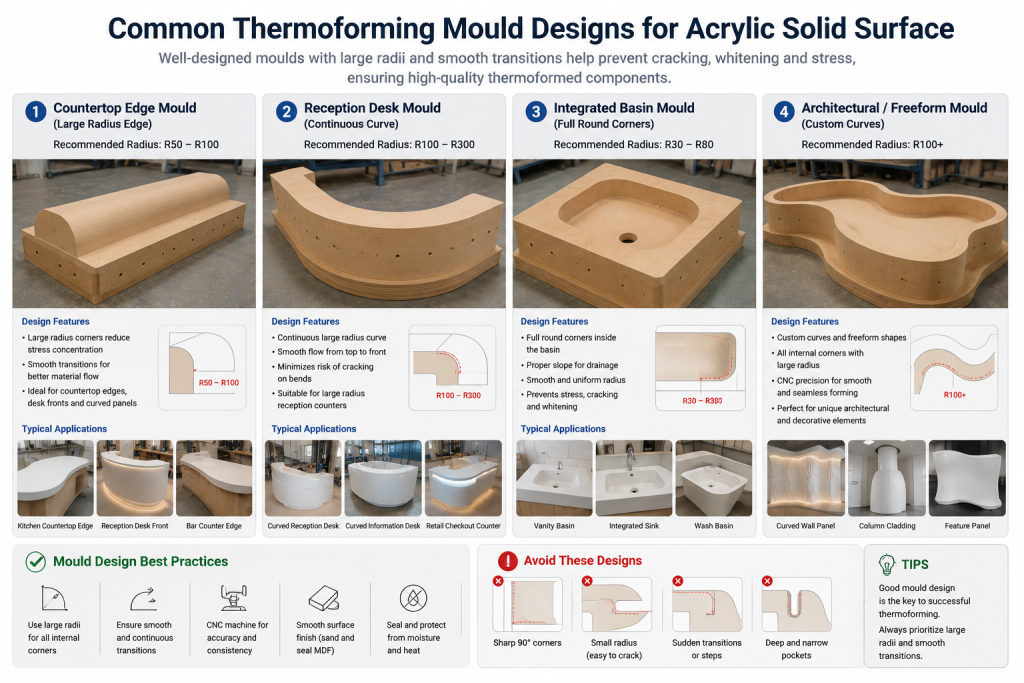
金型はあらゆる熱成形操作の基礎として機能します。材料の品質や加熱精度に関係なく、金型の設計が不十分だと、寸法のばらつき、表面の欠陥、成形結果のばらつきが生じます。
一般的な金型材料
- MDF
- 合板
- 広葉樹
- 複合ツーリングボード
- アルミニウム
- 鋼鉄
金型材料の選択は、生産量、寸法要件、予算、および予想される耐用年数によって異なります。
金型の種類
- オスモールド
- メスモールド
- 適合する金型
- 真空成形金型
一般に、一致した金型は最高の寸法の一貫性を実現し、統合洗面器の製造や精密な建築コンポーネントによく使用されます。
金型設計の考慮事項
- 抜き勾配角度
- リリース特性
- 熱膨張
- 半径の連続性
- 表面仕上げ
- 換気設計
優れた金型設計により、応力集中が軽減され、再現性が向上し、製造効率が向上します。
型の準備と使用
生産前に、金型表面の平滑性、寸法精度、離型性をチェックする必要があります。加熱されたシートと金型の間の過度の温度差は、冷却挙動と最終形状の安定性に影響を与える可能性があるため、金型の温度も考慮する必要があります。
私たちは。クールダウン
冷却は過小評価されがちですが、熱成形プロセスの最も重要な段階の 1 つです。十分な剛性が回復するまで、材料は金型内でしっかりと支持されたままでなければなりません。
型からの早期の取り外しは、形状の回復、反り、寸法の不安定性、または長期にわたる応力の発生につながる可能性があります。
冷却制御の重要性
制御された冷却により、望ましい形状を維持しながら内部応力が徐々に消散します。均一な冷却により寸法精度が向上し、成形後の歪みのリスクが軽減されます。
冷却のベストプラクティス
- 冷却中に金型のサポートを維持します。
- 成形直後の強制冷却は避けてください。
- 温度を徐々に下げてください。
- 隙間風や不均一な空気の流れを防ぎます。
- 型から外す前に部品の温度を確認します。
冷却時間の考慮事項
冷却時間は、材料の厚さ、金型の質量、周囲温度、部品の複雑さによって異なります。ほとんどの 12 mm アクリル固体表面のアプリケーションでは、金型から取り外す前に約 30 ~ 45 分間の制御された冷却が必要です。
深絞り、一体型盆地、および大型の建築要素の場合、長期的な寸法安定性を達成するために長時間の冷却期間が必要になる場合があります。
VII.最後の仕上げ
熱成形部品の冷却サイクルが完了すると、製造プロセスは最終段階に入ります。この段階では、寸法の改良、継ぎ目の統合、表面仕上げ、品質の検証に焦点を当てます。適切な仕上げにより、最終製品が見た目と性能の両方の期待を確実に満たすことができます。
縫い合わせテクニック
アクリル固体表面のユニークな利点の 1 つは、同色の接着剤を使用して継ぎ目を目立たないようにすることができることです。適切に製造された接合部により、連続した外観を維持しながら、複数の熱成形コンポーネントをより大きな構造に組み立てることができます。
- 色の一致した接着剤システムを使用してください。
- 接着面の準備は慎重に行ってください。
- 適切なクランプ圧力を維持してください。
- 接着剤が完全に硬化してから仕上げてください。
- 接合部の連続性と位置合わせを検査します。
トリミングと仕上げ
熱成形後、CNC ルーター、トリミング治具、または精密切断装置を使用して余分な材料が除去されます。完成したコンポーネントは、指定された表面仕上げを達成するために研磨および精製されます。
表面仕上げは、プロジェクトの要件に応じてマットから半光沢までさまざまです。一貫したサンディング手順により、視覚的な不一致がなくなり、全体の外観が向上します。
品質管理
プロの製造者は通常、熱成形製品をリリースする前に次のパラメータを検証します。
- 寸法精度
- 半径の一貫性
- 表面の外観
- 縫い目の品質
- 構造安定性
- 色の一貫性
- インストールの準備
Ⅷ.オーブン
熱成形オーブンは、プロセスの一貫性を決定する上で中心的な役割を果たします。成形結果を成功させるには、均一な加熱、正確な温度制御、再現性のあるパフォーマンスが不可欠です。
さまざまなタイプのオーブンの概要
| オーブンタイプ | 特徴 | 代表的な用途 |
| 熱風オーブン | 均一加熱 | 一般的な熱成形 |
| コンベクションオーブン | 制御された空気循環 | 大型シート成形 |
| プラテンプレスオーブン | 直接熱伝達 | 迅速な生産サイクル |
| 赤外線オーブン | 急速加熱 | 特殊なアプリケーション |
オーブンの校正
実際の温度がプログラムされた設定と一致していることを確認するために、定期的に校正を実行する必要があります。わずかな温度偏差であっても、柔軟性、冷却動作、および最終製品の品質に影響を与える可能性があります。
オーブン使用のベストプラクティス
- 材料を入れる前にオーブンを予熱します。
- 製造前に温度安定性を検証します。
- 適切な空気循環を維持してください。
- メーカーの推奨を超える過熱を避けてください。
- サイクル全体を通して温度を監視します。
- 再現性を高めるためにプロセスパラメータを記録します。
IX.さまざまなブランドの固体表面の熱成形仕様
さまざまなブランドの熱成形要件の比較
アクリル固体表面材料には多くの共通の特性がありますが、樹脂システム、フィラー含有量、顔料、独自の配合、シートの厚さ、公開されている製造ガイドラインの違いにより、熱成形要件はメーカーによって異なる場合があります。
次の比較は、主要な固体表面ブランドから収集した熱成形に関する推奨事項をまとめたもので、製造業者がさまざまな材料を評価する際のクイックリファレンスとして役立ちます。製造前に、メーカーからの最新の技術文書を必ず確認してください。
| ブランド | 加熱温度 | 加熱時間 | 材料の厚さ | 冷却時間 | 特別な考慮事項 |
| コーリアン | 160℃~170℃ | 25~35分 | 12mm(1/2″) | 45分 | 濃い色は変色する可能性があります |
| アクリオン | 160℃~170℃ | 20~30分 | 12mm(1/2″) | 40分 | 形状を維持するには徹底的な冷却が重要です |
| トライストーン | 150℃ | 15~20分 | 9mm(3/8″) | 30分 | スムーズな流れのデザインを作成可能 |
| ウィルソンアート | 160℃ | 25~35分 | 12mm(1/2″) | 40分 | シート全体を適切に加熱することが重要です |
| クリオン | 140°C (285°F) | 18分 | 12mm(1/2″) | 30分 | 複雑なデザインに使用される熱成形プロセス |
| LGハウシス | 155℃~165℃ | 20~30分 | 6mm(1/4″) | 35分 | 透明な粒子はうまく熱成形できない場合があります |
| スタローン | 150℃ | 18~25分 | 9mm(3/8″) | 30分 | 3D形状の作成に適しています |
| ハネックス | 160℃~170℃ | 25~35分 | 12mm(1/2″) | 40分 | 形状を維持するには徹底的な冷却が重要です |
| メガナイト | 155℃~160℃ | 20~30分 | 6mm(1/4″) | 35分 | 材料の柔軟性は特定のブレンドに依存します |
| アリステックの表面 | 160℃ | 25~35分 | 12mm(1/2″) | 40分 | 濃い色の熱成形には注意が必要です |
| デュラセイン | 155℃~165℃ | 20~30分 | 6mm(1/4″) | 40分 | 水平方向の用途には適していません |
この比較により、温度、時間、材料の厚さ、冷却、および主要な固体表面ブランド全体にわたる特別な考慮事項の実用的な概要が得られます。個々の色や配合は加熱および成形中に異なる動作をする可能性があるため、製造者はこの表をプロジェクト固有のテストの代わりに使用するのではなく、参照点として使用する必要があります。
ブランド比較からの主な観察結果
- ほとんどのブランドは 150°C ~ 170°C の範囲内で形成されます。 このことは、過度の加熱ではなく、安定したオーブン制御の重要性を裏付けています。
- 12 mm シートは商業的な熱成形に広く使用されています。 ただし、いくつかのブランドは 6 mm または 9 mm の用途に対する推奨事項も発表しています。
- 冷却時間は非常に重要です。 多くのブランドは、形状の安定性を維持するために 30 ~ 45 分間の冷却を重視しています。
- 濃い色や特殊な粒子には注意が必要です。 顔料、微粒子、半透明性は、熱成形挙動に影響を与える可能性があります。
- 製造元の文書は引き続き不可欠です。 公開されているデータは変更される可能性があるため、各プロジェクトは制作前に検証する必要があります。
業界の熱成形比較分析
Corian、HIMACS、Hanex、Staron、Krion、Tristone、Wilsonart、Meganite、Durasein、Aristech Surfaces、ACRION はすべて、アクリル固体表面の配合と製造サポートに対するさまざまなアプローチを表しています。上記の比較は、熱成形の性能が温度だけによって決まるわけではないことを示しています。材料組成、着色、シート厚さ、金型設計、加熱均一性、および冷却制御はすべて、最終結果に影響します。
専門的な製造の場合、メーカーの推奨事項と社内のテスト記録を組み合わせるのがベスト プラクティスです。これは、一体型洗面器、狭い半径の曲線、大型の受付カウンター、複雑な建築要素などの要求の厳しい用途では特に重要です。
純粋なアクリルと変性アクリルの熱成形
製造業者から寄せられる最も一般的な質問の 1 つは、純粋なアクリルの固体表面と改質アクリルの固体表面のどちらが熱成形中により優れたパフォーマンスを発揮するかということです。どちらの材料も適切な条件下で熱成形できますが、その性能特性は大きく異なります。
| 財産 | ピュアアクリル | 変性アクリル |
| 柔軟性 | 素晴らしい | 適度 |
| 形状保持 | 素晴らしい | 良い |
| 小半径成形 | より良い | 限定 |
| 複雑な曲線 | 素晴らしい | 適度 |
| 統合流域生産 | 素晴らしい | 限定 |
| 建築用途 | 非常に適切 | プロジェクトに依存 |
一体型洗面器、曲面受付カウンター、医療環境、カスタム建築設備などの要求の厳しい用途では、優れた熱成形挙動、形状記憶特性、長期寸法安定性により、純粋なアクリル固体表面が一般に好ましい材料と考えられています。
変性アクリル材料は依然として多くのプロジェクトにとって費用対効果の高いソリューションですが、純粋なアクリル代替材料と比較すると、より大きな半径とより保守的な成形パラメータが必要になる場合があります。
X. プロセス開発とトラブルシューティング
適切に設計された金型と適切に調整された装置を使用しても、熱成形の問題が発生することがあります。詳細なプロセス記録を維持し、構造化されたトラブルシューティング手順を実装することは、製造業者が一貫性を向上させ、無駄を削減し、生産効率を最適化するのに役立ちます。
プロセスの文書化
プロの製造者は通常、熱成形プロジェクトごとに次のパラメータを記録します。
- 素材の種類と色
- シートの厚さ
- 加熱温度
- 加熱時間
- カビの識別
- 金型温度
- 冷却期間
- 作業場の周囲温度
- 運営者情報
- 生産実績
一貫した記録保持により、プロセス変数を時間の経過とともに分析し、最適化することができます。
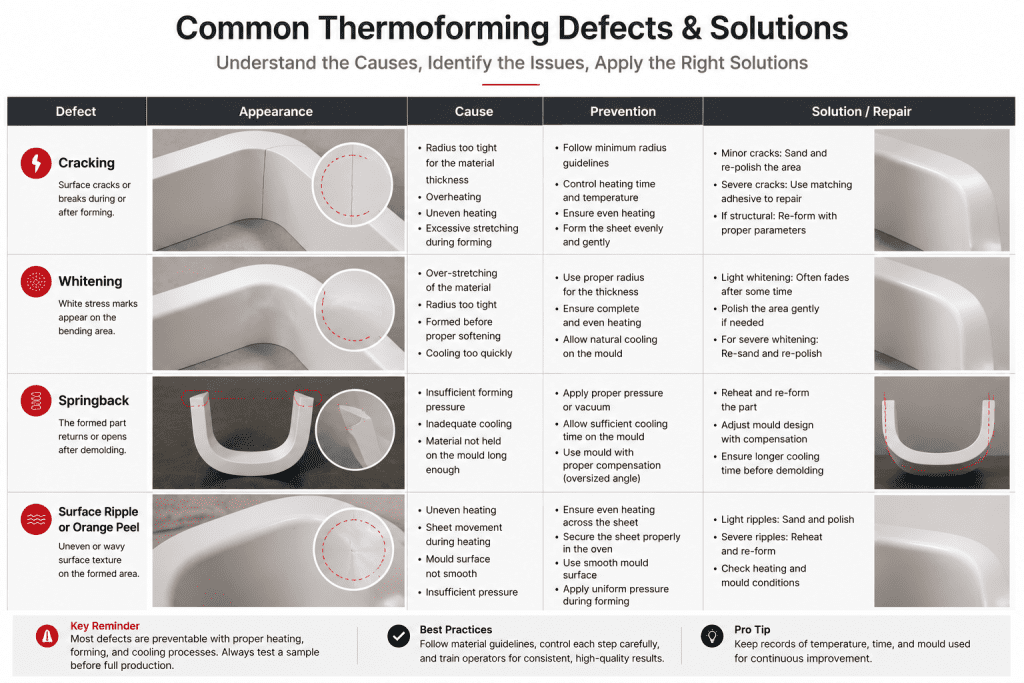
熱成形の一般的な欠陥と解決策
| 問題 | 考えられる原因 | 推奨される解決策 |
| ホワイトニング | 不十分な加熱または過度のストレス | 加熱の一貫性を高め、半径設計を見直す |
| ひび割れ | 半径が小さすぎるか、材料に過度の応力がかかっています | 半径を増やして温度プロファイルを検証する |
| しわが寄る | 成形時の過剰な圧縮 | 金型設計と材料フローの見直し |
| 形状回復 | 冷却時間が不十分です | 脱型前の冷却時間を延長する |
| 表面の跡 | 金型の欠陥 | 金型の仕上げとメンテナンスの向上 |
| 色の変化 | 過熱 | 成形温度とサイクルタイムを短縮 |
熱成形の欠陥のほとんどは、適切な温度制御、金型設計の最適化、メーカーの推奨事項の順守によって最小限に抑えることができます。
熱成形プロセスの最適化
プロセスの最適化には、各生産サイクルにおける制限要因を特定する必要があります。加熱温度、金型設計、成形速度、冷却時間、材料の厚さは、テスト結果に基づいて慎重に調整する必要があります。過剰な伸びよりも材料の滑りを優先し、制御されていない伸びよりも圧縮を優先することで、変形が軽減され、再現性が向上します。
一般的な問題のトラブルシューティング
熱成形の課題には体系的に対処する必要があります。白くなる場合は、熱が足りなかったり、過度のストレスがかかっている可能性があります。しわがある場合は、過剰な圧縮または不適切な金型設計を示唆している可能性があります。破れは、鋭いエッジ、挟み込み、または材料の能力の超過によって発生する可能性があります。表面の跡は、多くの場合、金型の仕上げの問題を示しています。各欠陥は、温度記録、金型検査、成形観察を通じて評価する必要があります。
11.安全上の考慮事項
熱成形には、高温、加熱された装置、大規模なマテリアルハンドリング作業が含まれます。安全な作業手順を確立することは、人員を保護し、効率的な生産環境を維持するために不可欠です。
個人用保護具 (PPE)
- 耐熱手袋
- 安全メガネ
- 保護靴
- 長袖作業服
- 必要な場合は聴覚保護具
作業場の安全に関するベストプラクティス
- 十分な換気を維持してください。
- 非常口を塞がないようにしてください。
- オーブンを定期的に検査してください。
- 安全なマテリアルハンドリングについてオペレーターを訓練します。
- メーカーの取扱説明書に従ってください。
- 緊急対応手順を維持します。
材料の準備から最終製造に至るまで、熱成形プロセスのあらゆる段階に安全性を組み込む必要があります。
よくある質問
固体表面の熱成形にはどのくらいの温度が必要ですか?
ほとんどの純粋なアクリル固体表面材料は、約 160 ~ 170°C (320 ~ 338°F) の温度範囲内で熱成形されます。実際の要件は、ブランド、色、シートの厚さ、プロジェクトの形状によって異なる場合があります。
石英は熱成形できますか?
いいえ、石英表面はアクリル固体表面と同じ方法で熱成形できません。熱成形は、主にアクリルベースの固体表面材料に関連する独特の特性です。
熱成形により固体表面が弱くなるのでしょうか?
メーカーの推奨に従って実行すると、熱成形はアクリルの固体表面を大幅に弱めることはありません。長期的なパフォーマンスを維持するには、適切な加熱、冷却、および半径の設計が不可欠です。
固体表面の最小曲げ半径はどれくらいですか?
最小半径は材料の種類、厚さ、色、成形条件によって異なります。製造者は製造元のガイドラインを参照し、要求の厳しいアプリケーション向けのテストを実施する必要があります。
固体表面を再加熱して再形成することはできますか?
多くの場合、アクリル固体表面は、一定の制限内で再加熱して再形成することができます。ただし、熱成形サイクルを繰り返すと材料の性能に影響を与える可能性があるため、慎重に評価する必要があります。
熱成形に最適な固体表面材料はどれですか?
純粋なアクリル固体表面は、その優れた柔軟性、形状保持力、およびより狭い半径を達成できる能力により、要求の厳しい熱成形用途に好ましい材料と一般に考えられています。
XII.結論
固体表面熱成形は、依然として建築家、デザイナー、製造業者が利用できる最も強力な製造技術の 1 つです。制御された加熱、精密金型、適切な冷却手順、および専門的な仕上げ方法を組み合わせることで、アクリル固体表面シートを機能的価値と美的価値の両方を提供するシームレスな三次元形状に変えることができます。
統合された洗面台や医療カウンターから、曲面の受付デスクや特注の建築設備に至るまで、熱成形は最新の固体表面材料の設計の可能性を拡大し続けています。
成功は最終的には、材料の挙動を理解し、メーカーの推奨に従い、プロセスのすべての段階で一貫した製造慣行を実装するかどうかにかかっています。
ACRION の熱成形可能なアクリル固体表面
ACRION は、製造、熱成形、建築用途向けに設計された純粋なアクリル固体表面シートを製造しています。当社の材料は、一体型洗面器、曲面受付カウンター、ヘルスケア プロジェクト、ホスピタリティ インテリア、小売什器、カスタム商業施設などに世界中で広く使用されています。
- 純粋なアクリル固体表面
- 熱成形に適した配合
- 統合盆地の製造
- 建築プロジェクトのサポート
- OEM & カスタム生産
- 世界的な輸出経験