Última atualização: Junho de 2026
Aprenda o processo completo de termoformação de superfície sólida, incluindo preparação de material, temperatura de aquecimento, projeto de molde, técnicas de dobra, procedimentos de resfriamento, solução de problemas e práticas recomendadas de fabricação para aplicações em superfícies sólidas acrílicas.
Fatos rápidos sobre termoformação
| Material | Superfície sólida acrílica pura |
| Espessura Típica | 12mm |
| Temperatura de formação | 160–170°C |
| Temperatura de resfriamento | Abaixo de 45°C |
| Aplicativos comuns | Bacias Integradas, Balcões de Recepção, Balcões de Saúde, Instalações de Varejo |
| Material recomendado | Superfície sólida acrílica pura |
O que é termoformação de superfície sólida?
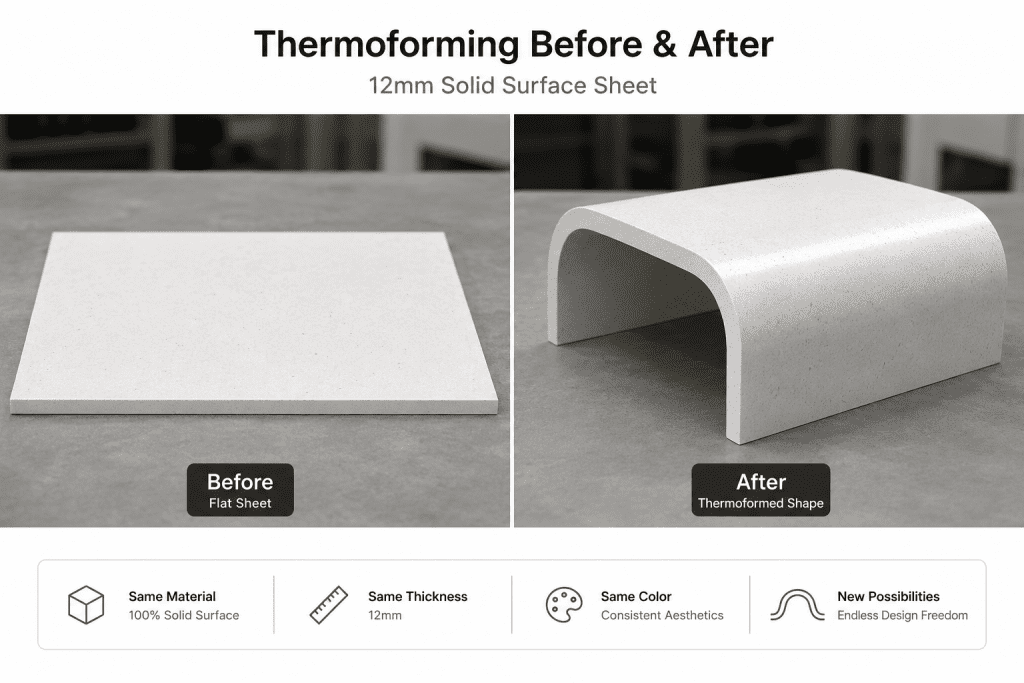
A termoformação de superfície sólida é o processo de aquecimento de folhas acrílicas de superfície sólida até que se tornem flexíveis o suficiente para serem dobradas, moldadas ou moldadas em formas curvas e tridimensionais. Uma vez aquecido até a faixa de temperatura apropriada, o material pode ser moldado sobre moldes e mantido em forma durante o estágio de resfriamento.
Ao contrário dos materiais de quartzo, granito, porcelana ou cerâmica, a superfície sólida acrílica possui características únicas de termoformação que permitem aos fabricantes criar curvas contínuas, pias integradas, bancadas arredondadas, móveis esculturais e elementos arquitetônicos personalizados. Essa capacidade é uma das vantagens definidoras que distingue a superfície sólida acrílica de muitos materiais de superfície concorrentes.
A termoformagem se tornou uma técnica central de fabricação em projetos comerciais, de saúde, hotelaria, varejo e residenciais. Designers e fabricantes usam superfícies sólidas termoformadas para obter geometrias fluidas e transições perfeitas que seriam difíceis ou impossíveis de fabricar usando materiais de pedra tradicionais.
Marcas premium de superfícies sólidas acrílicas, como Corian®, HIMACS®, Staron®, Krion®, Hanex®, Tristone® e ACRION®, são reconhecidas por suas capacidades de termoformação. Contudo, o desempenho real pode variar dependendo da formulação, coleção de cores, espessura da folha, método de aquecimento e procedimento de fabricação.
Aplicações comuns de termoformação
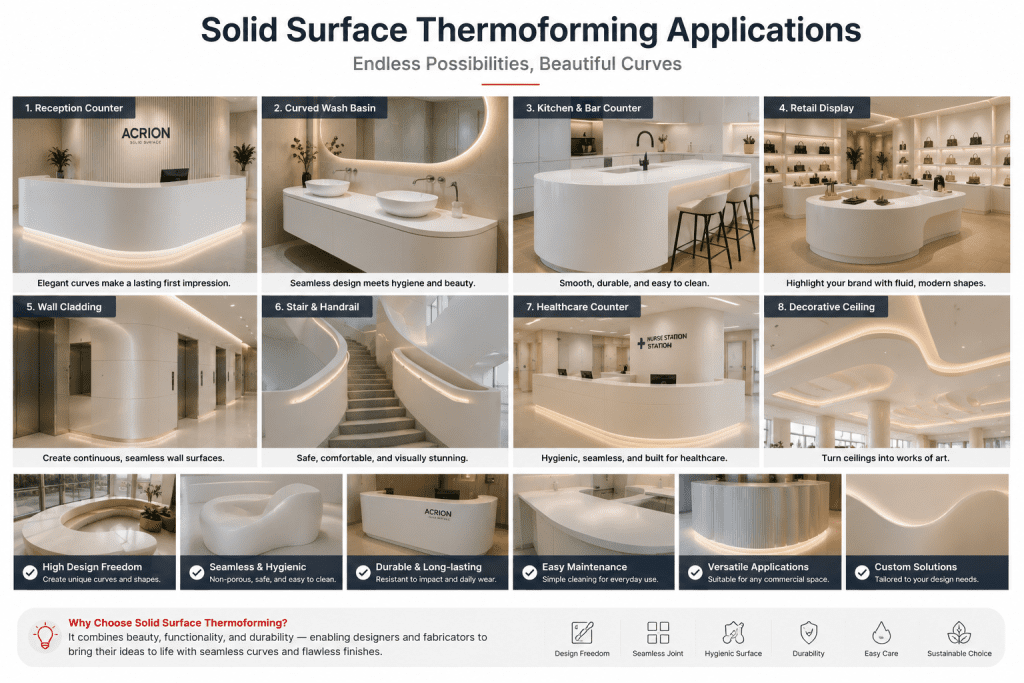
A versatilidade da termoformagem de superfície sólida acrílica permite que os fabricantes criem uma ampla gama de produtos funcionais e arquitetônicos. Abaixo estão algumas das aplicações mais comuns encontradas em projetos comerciais e residenciais modernos.
Lavatórios Integrados
Os lavatórios termoformados estão entre as aplicações mais reconhecidas da superfície sólida acrílica. Ao combinar calor, moldes e fabricação de precisão, os fabricantes podem criar sistemas de bacias contínuas com raios suaves, higiene aprimorada e estética contemporânea.
Balcões de recepção curvos
Hotéis, escritórios corporativos, aeroportos e empreendimentos comerciais utilizam frequentemente balcões de recepção termoformados para obter projetos arquitetônicos fluidos. Curvas perfeitas ajudam a criar experiências visuais premium, mantendo a durabilidade a longo prazo.
Balcões de saúde
Os ambientes de saúde se beneficiam da superfície sólida termoformada devido às suas características não porosas e à capacidade de reduzir juntas difíceis de limpar. Postos de enfermagem curvos, pias integradas e bancadas contínuas são exemplos comuns.
Móveis para exibição de varejo
As marcas de varejo costumam usar superfícies sólidas termoformadas para fabricar mesas de exibição, paredes decorativas, vitrines de produtos e acessórios personalizados. A capacidade de criar curvas contínuas apoia conceitos de design de varejo premium.
I. Introdução
A termoformagem de superfícies sólidas é uma das técnicas de fabricação mais valiosas disponíveis na indústria de superfícies arquitetônicas. Ao aquecer cuidadosamente folhas acrílicas de superfície sólida e moldá-las sobre moldes, os fabricantes podem criar curvas contínuas, pias integradas, móveis esculturais e elementos arquitetônicos tridimensionais personalizados que são difíceis ou impossíveis de alcançar com materiais de pedra tradicionais.
O processo combina ciência de materiais, controle de temperatura, engenharia de moldes e experiência em fabricação. Quando executada corretamente, a termoformação permite que os projetistas transformem folhas planas em formas funcionais e visualmente impressionantes, mantendo ao mesmo tempo as características de desempenho que tornam a superfície sólida acrílica um material preferido para aplicações comerciais, de saúde, hotelaria, varejo e residenciais.
Visão geral da termoformação de superfícies sólidas
A termoformação envolve o aquecimento de uma folha de superfície sólida acrílica a uma faixa de temperatura controlada onde o material se torna flexível e moldável. A folha aquecida é então transferida para um molde, prensa a vácuo ou dispositivo de conformação, onde é moldada na geometria desejada antes de ser resfriada e estabilizada.
Ao contrário dos métodos de flexão mecânica que podem induzir concentrações de tensão, a termoformação permite que o material seja remodelado uniformemente. Este processo permite fabricar raios suaves, curvas fluidas, bacias integradas, bancadas arredondadas e formas arquitetônicas complexas, preservando a continuidade da superfície e a qualidade estética.
Importância e Aplicações
A importância da termoformação vai além da estética. As formas curvas geralmente melhoram a ergonomia, a higiene, a segurança e a experiência do usuário. As transições perfeitas eliminam as acumulações de sujidade, reduzem os requisitos de limpeza e contribuem para a linguagem de design contemporâneo cada vez mais favorecida por arquitetos e designers de interiores.
Hoje, os componentes de superfície sólida termoformados são amplamente utilizados em lavatórios integrados, balcões de recepção, postos de enfermagem, bancadas de laboratório, balcões de serviço de aeroporto, luminárias de varejo, interiores de hotéis, instalações educacionais e aplicações de móveis personalizados. À medida que as tecnologias de fabricação continuam a evoluir, a termoformação continua sendo uma das vantagens definidoras dos materiais acrílicos de superfície sólida.
Este guia fornece uma visão abrangente do processo de termoformação, incluindo preparação de material, técnicas de aquecimento, projeto de molde, métodos de modelagem, procedimentos de resfriamento, estratégias de solução de problemas e melhores práticas usadas por fabricantes profissionais em todo o mundo.
II. Preparação de Materiais
A termoformagem bem-sucedida começa muito antes de a chapa entrar no forno. A seleção do material, a preparação da chapa, a qualidade das bordas, o planejamento dimensional e a inspeção de defeitos influenciam o resultado final da conformação. A preparação adequada reduz o risco de rachaduras, branqueamento, distorção e imprecisões dimensionais durante o processo de termoformação.
Seleção de Materiais
Nem todos os materiais de superfície sólida apresentam desempenho de termoformação idêntico. A superfície sólida acrílica pura geralmente oferece flexibilidade superior, retenção de forma e estabilidade a longo prazo quando comparada com formulações acrílicas modificadas. A seleção do material deve considerar o raio necessário, a complexidade da forma, o ambiente do projeto e o método de fabricação.
Para aplicações exigentes que envolvem raios estreitos, pias integradas, curvas profundas ou formas altamente esculturais, a superfície sólida de acrílico puro é normalmente a escolha preferida devido às suas características aprimoradas de termoformação.
Visão geral dos materiais
As folhas acrílicas de superfície sólida são compósitos projetados que consistem principalmente em resina acrílica e cargas minerais. Sua composição única permite que o material amoleça quando aquecido, mantendo integridade estrutural suficiente para formar formatos precisos.
Diferentes cores e formulações podem apresentar pequenas variações no comportamento da termoformação. Cores escuras, designs com muitas partículas, coleções translúcidas e efeitos decorativos especiais podem exigir ajustes no processo para obter resultados ideais.
Capacidade e preparação de materiais
Antes do início da termoformagem, as folhas devem ser cortadas ligeiramente maiores para acomodar as operações de corte após a conformação. Os fabricantes devem inspecionar cuidadosamente todas as superfícies em busca de lascas, arranhões, rachaduras, contaminação ou defeitos de fabricação que possam ser amplificados durante o aquecimento e a modelagem.
As imperfeições superficiais geralmente atuam como pontos de concentração de tensão durante a conformação e podem aumentar o risco de falha. A preparação cuidadosa ajuda a garantir um comportamento consistente do material durante todo o processo.
Ferramentas necessárias para preparação de materiais
As operações profissionais de termoformação dependem de equipamentos de preparação precisos. As ferramentas típicas incluem roteadores CNC, serras de painel, equipamentos de corte, sistemas de lixamento, dispositivos de medição, modelos e ferramentas de inspeção. Equipamento de proteção individual adequado deve sempre ser usado durante os procedimentos de preparação e fabricação.
Uma estação de trabalho limpa e organizada contribui significativamente para a qualidade da fabricação. O estabelecimento de procedimentos de preparação repetíveis ajuda a melhorar a consistência, reduzir o desperdício e aumentar a eficiência da produção durante todo o processo de termoformação.
III. Aquecimento de material de superfície sólida
O aquecimento é a etapa mais crítica do processo de termoformação. O controle adequado da temperatura influencia diretamente a flexibilidade do material, a estabilidade dimensional, a aparência da superfície e a qualidade do produto final. O aquecimento insuficiente pode resultar em branqueamento, rachaduras ou formação incompleta, enquanto o aquecimento excessivo pode levar à descoloração, degradação da superfície ou danos permanentes ao material.
Os fabricantes profissionais equilibram cuidadosamente a temperatura, a duração do aquecimento, a espessura da folha, a complexidade do molde e a formulação do material para obter resultados consistentes de termoformação.
Tabela de Referência de Termoformagem Rápida
| Parâmetro | Recomendação típica |
| Tipo de material | Superfície sólida acrílica pura |
| Espessura da Folha | 12mm |
| Temperatura de formação | 160–170°C (320–338°F) |
| Tempo de aquecimento | 20–35 minutos |
| Temperatura de resfriamento | Abaixo de 45°C |
| Duração do resfriamento | 30–45 minutos |
| Raio recomendado | 3T–10T dependendo do material |
| Melhor material para curvas complexas | Superfície sólida acrílica pura |
A. Pré-aquecimento
O pré-aquecimento estabelece a base para uma termoformação bem-sucedida. O objetivo é elevar a temperatura de toda a chapa uniformemente para que o material atinja um estado flexível e moldável sem criar pontos quentes localizados ou concentrações de tensão térmica.
O aquecimento uniforme é particularmente importante na formação de grandes painéis, bacias integradas, curvas profundas ou formas tridimensionais complexas. O aquecimento desigual pode resultar em alongamento inconsistente e deformação superficial indesejável.
Métodos de aquecimento
- Fornos de Circulação de Ar – Mais comum para fabricação profissional.
- Fornos de prensa de rolo – Transferência de calor mais rápida através de contato direto.
- Fornos de convecção – Aquecimento uniforme para chapas maiores.
- Sistemas de aquecimento infravermelho – Usado seletivamente para aplicações específicas.

Faixa de aquecimento recomendada
| Material | Temperatura recomendada |
| Superfície sólida acrílica pura | 160–170°C |
| Superfície sólida acrílica modificada | 150–165°C |
Os fabricantes devem sempre verificar as recomendações fornecidas pelo fabricante do material, pois as formulações e coleções de cores podem exigir ajustes específicos.
Calibração do Forno
A calibração precisa do forno é essencial para manter a consistência do processo. A calibração regular ajuda a verificar se as temperaturas reais do forno correspondem aos pontos de ajuste programados. Em ambientes de produção, as verificações de calibração devem ser realizadas periodicamente para evitar desvios que possam afetar a qualidade da conformação.
B. Flexibilidade de materiais

Uma vez atingida a temperatura alvo, a chapa entra na janela de termoformação onde a flexibilidade atinge um nível ideal para moldagem. Durante esta etapa, o material pode ser transferido para moldes ou sistemas de moldagem a vácuo.
Fatores que afetam a flexibilidade
- Formulação de materiais
- Espessura da folha
- Duração do aquecimento
- Cor do material
- Conteúdo de carga mineral
- Temperatura ambiente da oficina
A superfície sólida de acrílico puro geralmente demonstra maior flexibilidade e menor memória de forma em comparação com alternativas de acrílico modificado, tornando-a mais adequada para aplicações de termoformação de raio estreito.
Técnicas para melhorar a formabilidade
Para projetos desafiadores, os fabricantes podem reduzir seletivamente a espessura do material, modificar a geometria do molde, aumentar os raios de formação ou otimizar os ciclos de aquecimento. Esses ajustes ajudam a melhorar o fluxo do material e, ao mesmo tempo, minimizam as concentrações de tensão durante a modelagem.
Trapaceando

Durante a fase final de aquecimento, manter a estabilidade da temperatura é mais importante do que simplesmente aumentar o calor. O aumento excessivo da temperatura do forno pode reduzir o tempo de aquecimento, mas também aumenta o risco de superaquecimento, descoloração, desenvolvimento de tensão interna e danos à superfície.
Medição e Controle de Temperatura
Os fabricantes profissionais utilizam uma combinação de métodos de monitoramento para verificar a temperatura do material:
- Termômetros infravermelhos
- Termopares de contato
- Sensores de temperatura incorporados
- Sistemas de monitoramento de forno
A medição consistente da temperatura ajuda a garantir que cada folha entre na fase de conformação dentro da janela de termoformação correta. Esta prática melhora significativamente a repetibilidade e reduz defeitos de produção.
Precauções importantes sobre aquecimento
- Evite o superaquecimento além das recomendações do fabricante.
- Mantenha uma circulação de ar uniforme em todo o forno.
- Não empilhe folhas durante o aquecimento.
- Certifique-se de que as folhas estejam totalmente apoiadas durante os ciclos de aquecimento.
- Verifique a calibração regularmente.
- Transfira imediatamente as folhas aquecidas para os moldes.
A termoformação bem-sucedida depende de alcançar um equilíbrio entre temperatura, tempo, flexibilidade do material e velocidade de formação. Procedimentos de aquecimento bem controlados criam as condições necessárias para produtos termoformados de alta qualidade com excelente estabilidade dimensional e aparência superficial.
4. Dobrar e Modelar
Assim que o material atinge a temperatura correta de termoformação, ele entra na fase de conformação. Esta fase determina a geometria final, a precisão dimensional e a qualidade da superfície do componente acabado. O manuseio adequado durante a transferência e a conformação é essencial porque o material permanece altamente flexível enquanto quente e pode deformar-se sob seu próprio peso se não for apoiado.
Compreendendo o raio de formação
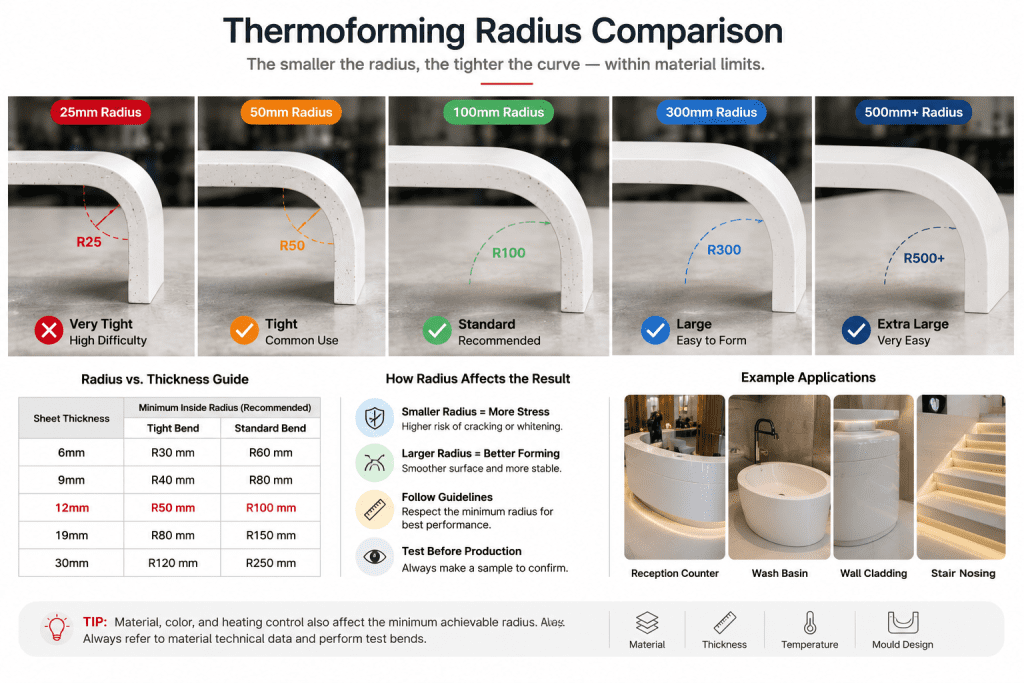
Uma das considerações de projeto mais importantes na termoformação é o raio de curvatura. Cada material de superfície sólida tem um raio de formação mínimo determinado pela formulação, espessura, cor e condições de aquecimento. A tentativa de formar raios mais estreitos do que o recomendado pode causar branqueamento, rachaduras, tensão superficial ou recuperação da forma a longo prazo.
| Espessura do material | Raio típico recomendado |
| 6mm | 20–50 mm |
| 12mm | 50–120 mm |
| Projetos Especiais de Conformação | Testes específicos do projeto necessários |
Técnicas para dobrar e modelar
- Formação de cortina – O material pode se conformar naturalmente sobre um molde.
- Dobra de borda – Comum para bancadas e balcões de recepção.
- Formação a vácuo – Usado para precisão e repetibilidade.
- Formação de molde correspondente – Adequado para formas tridimensionais complexas.
- Formação Integrada de Bacia – Processo especializado para fabricação de pias.
A técnica selecionada deve equilibrar aparência, estabilidade dimensional, eficiência de produção e limitações de material.
Termoformagem de Bacia Integrada
Lavatórios integrados representam uma das aplicações mais reconhecidas da termoformagem de superfícies sólidas acrílicas. Através de aquecimento controlado e moldes combinados, os fabricantes podem criar estruturas de recipientes contínuas com raios internos suaves e transições higiênicas.
Este processo é amplamente utilizado em projetos de hospitalidade, saúde, banheiros comerciais, instalações educacionais e banheiros residenciais onde durabilidade, facilidade de limpeza e continuidade visual são importantes.
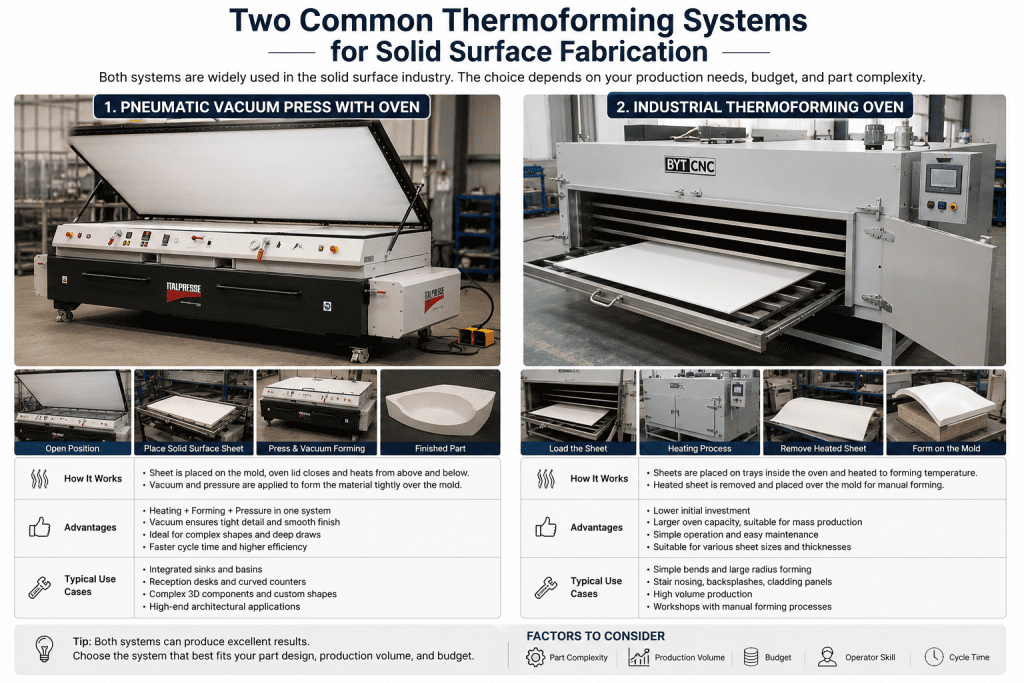
Abordagens de modelagem (prensagem a vácuo & Prensagem Hidráulica)

Prensagem a Vácuo
A prensagem a vácuo é uma das tecnologias de termoformação mais amplamente adotadas na indústria de superfícies sólidas. Uma membrana de vácuo puxa a chapa aquecida firmemente contra a superfície do molde, permitindo que o material reproduza curvas e detalhes com alta precisão.
Este método oferece excelente repetibilidade e é particularmente eficaz para balcões de recepção, bacias integradas, móveis curvos e elementos arquitetônicos personalizados.
Prensagem Hidráulica
Os sistemas hidráulicos aplicam pressão controlada através de compressão mecânica. Esses sistemas são comumente usados quando a precisão dimensional, a integridade estrutural ou a consistência da produção são críticas.
Em comparação com a formação a vácuo, os sistemas hidráulicos geralmente fornecem pressão mais alta, mas exigem ferramentas e investimentos em equipamentos mais complexos.
V. Formas e Moldes
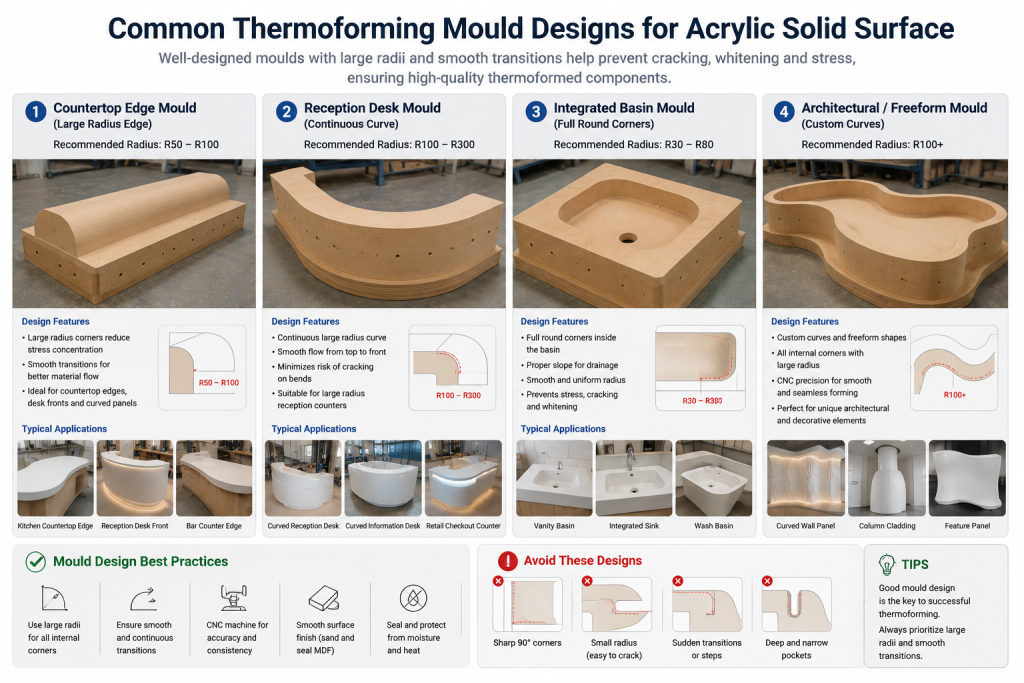
Os moldes servem como base de toda operação de termoformagem. Independentemente da qualidade do material ou da precisão do aquecimento, moldes mal projetados resultarão em variações dimensionais, defeitos superficiais ou resultados de formação inconsistentes.
Materiais de molde comuns
- MDF
- Madeira compensada
- Madeira dura
- Placa de ferramentas composta
- Alumínio
- Aço
A escolha do material do molde depende da quantidade de produção, requisitos dimensionais, orçamento e vida útil esperada.
Tipos de Moldes
- Molde Masculino
- Molde Feminino
- Molde Combinado
- Molde de formação de vácuo
Os moldes combinados geralmente produzem a mais alta consistência dimensional e são comumente usados para produção integrada de bacias e componentes arquitetônicos de precisão.
Considerações sobre projeto de molde
- Ângulos de inclinação
- Características de lançamento
- Expansão Térmica
- Continuidade do Raio
- Acabamento de superfície
- Projeto de Ventilação
Um bom projeto de molde reduz a concentração de tensão, melhora a repetibilidade e aumenta a eficiência da fabricação.
Preparação e Utilização de Moldes
Antes da produção, as superfícies do molde devem ser verificadas quanto à suavidade, precisão dimensional e desempenho de desmoldagem. A temperatura do molde também deve ser considerada, pois a diferença excessiva de temperatura entre a chapa aquecida e o molde pode influenciar o comportamento de resfriamento e a estabilidade final da forma.
NÓS. Esfriar
O resfriamento é frequentemente subestimado, mas é uma das etapas mais importantes do processo de termoformação. O material deve permanecer firmemente apoiado no molde até que a rigidez suficiente seja restaurada.
A remoção prematura do molde pode levar à recuperação da forma, empenamento, instabilidade dimensional ou desenvolvimento de tensões a longo prazo.
Importância do resfriamento controlado
O resfriamento controlado permite que as tensões internas se dissipem gradualmente, preservando a geometria desejada. O resfriamento uniforme melhora a precisão dimensional e reduz o risco de distorção pós-formação.
Melhores práticas de resfriamento
- Mantenha o suporte do molde durante o resfriamento.
- Evite o resfriamento forçado imediatamente após a formação.
- Deixe a temperatura reduzir gradualmente.
- Evite correntes de ar e fluxo de ar irregular.
- Verifique a temperatura da peça antes de desmoldá-la.
Considerações sobre o tempo de resfriamento
A duração do resfriamento varia de acordo com a espessura do material, massa do molde, temperatura ambiente e complexidade do componente. A maioria das aplicações em superfícies sólidas de acrílico de 12 mm requerem aproximadamente 30 a 45 minutos de resfriamento controlado antes da remoção do molde.
Para rebaixamentos profundos, bacias integradas e grandes elementos arquitetônicos, podem ser necessários longos períodos de resfriamento para alcançar estabilidade dimensional a longo prazo.
VII. Últimos retoques
Depois que o componente termoformado completa o ciclo de resfriamento, o processo de fabricação entra em sua fase final. Esta fase se concentra no refinamento dimensional, integração de costura, acabamento superficial e verificação de qualidade. O acabamento adequado garante que o produto final atenda às expectativas visuais e de desempenho.
Técnicas de costura
Uma das vantagens exclusivas da superfície sólida acrílica é sua capacidade de criar costuras imperceptíveis usando adesivos da mesma cor. As juntas fabricadas adequadamente permitem que vários componentes termoformados sejam montados em estruturas maiores, mantendo uma aparência contínua.
- Use sistemas adesivos de cores correspondentes.
- Prepare cuidadosamente as superfícies de colagem.
- Mantenha a pressão de fixação adequada.
- Permita a cura completa do adesivo antes de terminar.
- Inspecione as juntas quanto à continuidade e alinhamento.
Corte e Acabamento
Após a termoformação, o excesso de material é removido por meio de fresadoras CNC, dispositivos de corte ou equipamentos de corte de precisão. O componente acabado é então lixado e refinado para atingir o acabamento superficial especificado.
Os acabamentos de superfície podem variar de fosco a semibrilhante, dependendo dos requisitos do projeto. Procedimentos de lixamento consistentes ajudam a eliminar inconsistências visuais e a melhorar a aparência geral.
Controle de qualidade
Os fabricantes profissionais normalmente verificam os seguintes parâmetros antes de lançar produtos termoformados:
- Precisão dimensional
- Consistência do raio
- Aparência superficial
- Qualidade da costura
- Estabilidade estrutural
- Consistência de cor
- Prontidão de instalação
VIII. Fornos
O forno de termoformação desempenha um papel central na determinação da consistência do processo. Aquecimento uniforme, controle preciso de temperatura e desempenho repetível são essenciais para resultados de conformação bem-sucedidos.
Visão geral dos diferentes tipos de forno
| Tipo de forno | Características | Aplicações Típicas |
| Forno de ar quente | Aquecimento uniforme | Termoformagem geral |
| Forno de convecção | Circulação de ar controlada | Formação de folhas grandes |
| Forno de prensa de rolo | Transferência direta de calor | Ciclos de produção rápidos |
| Forno infravermelho | Aquecimento rápido | Aplicações especializadas |
Calibração de Fornos
A calibração deve ser realizada regularmente para garantir que as temperaturas reais correspondam às configurações programadas. Mesmo pequenos desvios de temperatura podem influenciar a flexibilidade, o comportamento de resfriamento e a qualidade do produto final.
Melhores práticas para uso do forno
- Pré-aqueça os fornos antes de carregar o material.
- Verifique a estabilidade da temperatura antes da produção.
- Mantenha a circulação de ar adequada.
- Evite o superaquecimento além das recomendações do fabricante.
- Monitore a temperatura durante todo o ciclo.
- Registre os parâmetros do processo para repetibilidade.
IX. Especificações de termoformação para diferentes marcas de superfície sólida
Comparação de requisitos de termoformagem para diversas marcas
Embora os materiais de superfície sólida acrílica compartilhem muitas características comuns, os requisitos de termoformação podem variar entre os fabricantes devido a diferenças nos sistemas de resina, conteúdo de carga, pigmentos, formulações proprietárias, espessura da folha e diretrizes de fabricação publicadas.
A comparação a seguir resume as recomendações de termoformação coletadas das principais marcas de superfícies sólidas e serve como uma referência rápida para fabricantes que avaliam diferentes materiais. Sempre verifique a documentação técnica atual do fabricante antes da produção.
| Marca | Temperatura de aquecimento | Tempo de aquecimento | Espessura do material | Tempo de resfriamento | Considerações Especiais |
| corian | 160°C – 170°C | 25 – 35 minutos | 12 mm (1/2″) | 45 minutos | Cores escuras podem sofrer alteração de cor |
| Acrion | 160°C – 170°C | 20 – 30 minutos | 12 mm (1/2″) | 40 minutos | O resfriamento completo é crucial para manter a forma |
| Tristone | 150ºC | 15 – 20 minutos | 9 mm (3/8″) | 30 minutos | Permite criar designs fluidos |
| Arte Wilson | 160ºC | 25 – 35 minutos | 12 mm (1/2″) | 40 minutos | O aquecimento adequado de toda a chapa é crucial |
| Crion | 140°C (285°F) | 18 minutos | 12 mm (1/2″) | 30 minutos | Processo de termoformação usado para projetos complexos |
| LG Hausys | 155°C – 165°C | 20 – 30 minutos | 6 mm (1/4″) | 35 minutos | Partículas transparentes podem não termoformar bem |
| Starone | 150ºC | 18 – 25 minutos | 9 mm (3/8″) | 30 minutos | Adequado para criar formas 3D |
| Hanex | 160°C – 170°C | 25 – 35 minutos | 12 mm (1/2″) | 40 minutos | O resfriamento completo é crucial para manter a forma |
| Meganita | 155°C – 160°C | 20 – 30 minutos | 6 mm (1/4″) | 35 minutos | A flexibilidade do material depende da mistura específica |
| Superfícies Aristech | 160ºC | 25 – 35 minutos | 12 mm (1/2″) | 40 minutos | Cuidado necessário ao termoformar cores escuras |
| Durasein | 155°C – 165°C | 20 – 30 minutos | 6 mm (1/4″) | 40 minutos | Não é adequado para aplicações horizontais |
Esta comparação fornece uma visão geral prática de temperatura, tempo, espessura do material, resfriamento e considerações especiais nas principais marcas de superfícies sólidas. Como as cores e formulações individuais podem se comportar de maneira diferente durante o aquecimento e a conformação, os fabricantes devem usar esta tabela como ponto de referência e não como um substituto para testes específicos do projeto.
Principais observações da comparação de marcas
- A maioria das marcas se forma na faixa de 150°C a 170°C. Isto confirma a importância do controle estável do forno, em vez do aquecimento excessivo.
- Folhas de 12 mm são amplamente utilizadas para termoformagem comercial. Contudo, diversas marcas também publicam recomendações para aplicações de 6 mm ou 9 mm.
- O tempo de resfriamento é crítico. Muitas marcas enfatizam 30–45 minutos de resfriamento para manter a estabilidade da forma.
- Cores escuras e partículas especiais requerem cautela. Pigmentos, partículas e translucidez podem influenciar o comportamento da termoformação.
- A documentação do fabricante continua essencial. Os dados publicados podem sofrer alterações e cada projeto deve ser verificado antes da produção.
Análise de comparação de termoformação da indústria
Corian, HIMACS, Hanex, Staron, Krion, Tristone, Wilsonart, Meganite, Durasein, Aristech Surfaces e ACRION representam diferentes abordagens para formulação de superfícies sólidas acrílicas e suporte de fabricação. A comparação acima mostra que o desempenho da termoformação não é determinado apenas pela temperatura. A composição do material, a pigmentação, a espessura da folha, o design do molde, a uniformidade do aquecimento e o controle do resfriamento contribuem para os resultados finais.
Para fabricação profissional, a prática recomendada é combinar as recomendações do fabricante com registros de testes internos. Isto é especialmente importante para aplicações exigentes, como bacias integradas, curvas de raio estreito, grandes balcões de recepção e elementos arquitetônicos complexos.
Termoformação de Acrílico Puro vs Acrílico Modificado
Uma das perguntas mais comuns feitas pelos fabricantes é se a superfície sólida acrílica pura ou acrílica modificada tem melhor desempenho durante a termoformação. Embora ambos os materiais possam ser termoformados sob condições apropriadas, suas características de desempenho diferem significativamente.
| Propriedade | Acrílico Puro | Acrílico Modificado |
| Flexibilidade | Excelente | Moderado |
| Retenção de forma | Excelente | Bom |
| Formação de raio pequeno | Melhorar | Limitado |
| Curvas Complexas | Excelente | Moderado |
| Produção Integrada de Bacia | Excelente | Limitado |
| Aplicações arquitetônicas | Altamente adequado | Dependente do Projeto |
Para aplicações exigentes envolvendo bacias integradas, balcões de recepção curvos, ambientes de saúde e instalações arquitetônicas personalizadas, a superfície sólida de acrílico puro é geralmente considerada o material preferido devido ao seu comportamento superior de termoformação, características de memória de forma e estabilidade dimensional a longo prazo.
Os materiais acrílicos modificados continuam sendo uma solução econômica para muitos projetos, mas podem exigir raios maiores e parâmetros de formação mais conservadores quando comparados com alternativas de acrílico puro.
X. Desenvolvimento de processos e solução de problemas
Mesmo com moldes bem projetados e equipamentos devidamente calibrados, ocasionalmente podem ocorrer desafios de termoformação. Manter registros detalhados do processo e implementar procedimentos estruturados de solução de problemas ajuda os fabricantes a melhorar a consistência, reduzir o desperdício e otimizar a eficiência da produção.
Documentação do Processo
Os fabricantes profissionais normalmente registram os seguintes parâmetros para cada projeto de termoformagem:
- Tipo e cor do material
- Espessura da folha
- Temperatura de aquecimento
- Duração do aquecimento
- Identificação do molde
- Temperatura do molde
- Duração do resfriamento
- Temperatura ambiente da oficina
- Informações do operador
- Resultados de produção
A manutenção consistente de registros permite que as variáveis do processo sejam analisadas e otimizadas ao longo do tempo.
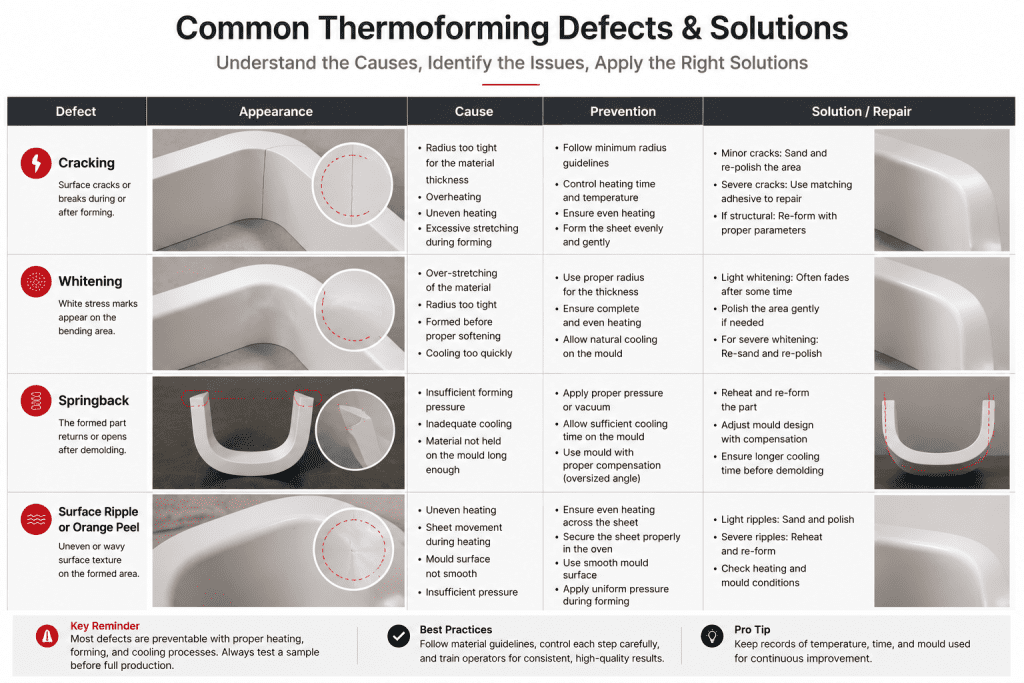
Defeitos e soluções comuns de termoformação
| Emitir | Possível causa | Solução recomendada |
| Branqueamento | Aquecimento insuficiente ou estresse excessivo | Aumente a consistência do aquecimento e revise o design do raio |
| Rachadura | Raio muito pequeno ou material sobrecarregado | Aumente o raio e verifique o perfil de temperatura |
| Enrugamento | Excesso de compressão durante a conformação | Revise o projeto do molde e o fluxo de material |
| Recuperação de forma | Tempo de resfriamento insuficiente | Prolongue a duração do resfriamento antes da desmoldagem |
| Marcas de superfície | Imperfeições do molde | Melhorar o acabamento e a manutenção do molde |
| Mudança de cor | Superaquecimento | Reduza a temperatura de formação e o tempo de ciclo |
A maioria dos defeitos de termoformação pode ser minimizada através do controle adequado da temperatura, otimização do projeto do molde e adesão às recomendações do fabricante.
Otimização do Processo de Termoformagem
A otimização de processos requer a identificação do fator limitante em cada ciclo de produção. A temperatura de aquecimento, o projeto do molde, a velocidade de formação, a duração do resfriamento e a espessura do material devem ser ajustados cuidadosamente com base nos resultados dos testes. Favorecer o deslizamento do material em vez do alongamento excessivo e da compressão em vez do alongamento descontrolado ajuda a reduzir a deformação e a melhorar a repetibilidade.
Solução de problemas comuns
Os desafios da termoformação devem ser abordados sistematicamente. O branqueamento pode indicar calor insuficiente ou estresse excessivo. O enrugamento pode sugerir compressão excessiva ou projeto inadequado do molde. O rasgo pode resultar de arestas vivas, compressão ou capacidade do material excedida. Marcas superficiais geralmente apontam para problemas de acabamento do molde. Cada defeito deve ser avaliado através de registros de temperatura, inspeção de moldes e observações de formação.
XI. Considerações de segurança
A termoformação envolve temperaturas elevadas, equipamentos aquecidos e grandes operações de manuseio de materiais. Estabelecer procedimentos de trabalho seguros é essencial para proteger o pessoal e manter ambientes de produção eficientes.
Equipamento de Proteção Individual (EPI)
- Luvas resistentes ao calor
- Óculos de segurança
- Calçado de proteção
- Roupas de trabalho de manga comprida
- Proteção auditiva quando necessário
Melhores práticas de segurança em oficinas
- Mantenha ventilação adequada.
- Mantenha as saídas de emergência desobstruídas.
- Inspecione os fornos regularmente.
- Treine os operadores no manuseio seguro de materiais.
- Siga as instruções de operação do fabricante.
- Manter procedimentos de resposta a emergências.
A segurança deve ser integrada em todas as etapas do processo de termoformação, desde a preparação do material até a fabricação final.
Perguntas frequentes
Qual temperatura é necessária para a termoformação de superfícies sólidas?
A maioria dos materiais de superfície sólida de acrílico puro são termoformados dentro de uma faixa de temperatura de aproximadamente 160–170°C (320–338°F). Os requisitos reais podem variar dependendo da marca, cor, espessura da chapa e geometria do projeto.
O quartzo pode ser termoformado?
Não. As superfícies de quartzo não podem ser termoformadas da mesma forma que as superfícies sólidas acrílicas. A termoformação é uma característica única associada principalmente a materiais de superfície sólida à base de acrílico.
A termoformação enfraquece a superfície sólida?
Quando realizada de acordo com as recomendações do fabricante, a termoformação não enfraquece significativamente a superfície sólida acrílica. Aquecimento, resfriamento e design de raio adequados são essenciais para manter o desempenho a longo prazo.
Qual é o raio de curvatura mínimo para uma superfície sólida?
O raio mínimo depende do tipo de material, espessura, cor e condições de formação. Os fabricantes devem consultar as diretrizes do fabricante e realizar testes para aplicações exigentes.
A superfície sólida pode ser reaquecida e remodelada?
Em muitos casos, a superfície sólida acrílica pode ser reaquecida e remodelada dentro de certas limitações. Contudo, ciclos repetidos de termoformação podem afetar o desempenho do material e devem ser avaliados cuidadosamente.
Qual material de superfície sólida é melhor para termoformação?
A superfície sólida de acrílico puro é geralmente considerada o material preferido para aplicações exigentes de termoformação devido à sua flexibilidade superior, retenção de forma e capacidade de atingir raios mais estreitos.
XII. Conclusão
A termoformação de superfícies sólidas continua sendo uma das técnicas de fabricação mais poderosas disponíveis para arquitetos, designers e fabricantes. Ao combinar aquecimento controlado, moldes de precisão, procedimentos de resfriamento adequados e métodos de acabamento profissional, as chapas acrílicas de superfície sólida podem ser transformadas em formas tridimensionais contínuas que proporcionam valor funcional e estético.
De lavatórios integrados e balcões de saúde a balcões de recepção curvos e instalações arquitetônicas personalizadas, a termoformação continua a expandir as possibilidades de design de materiais modernos de superfície sólida.
Em última análise, o sucesso depende da compreensão do comportamento do material, do cumprimento das recomendações do fabricante e da implementação de práticas de fabricação consistentes em todas as etapas do processo.
Superfície sólida acrílica termoformável da ACRION
ACRION fabrica chapas de superfície sólida de acrílico puro projetadas para fabricação, termoformagem e aplicações arquitetônicas. Nossos materiais são amplamente utilizados em bacias integradas, balcões de recepção curvos, projetos de saúde, interiores de hospitalidade, luminárias de varejo e instalações comerciais personalizadas em todo o mundo.
- Superfície sólida acrílica pura
- Formulações Amigáveis à Termoformação
- Fabricação Integrada de Bacias
- Apoio a Projetos de Arquitetura
- OEM & Produção Personalizada
- Experiência Global de Exportação
Continuar aprendendo:
O que é superfície sólida acrílica?