Последнее обновление: июнь 2026 г.
Изучите весь процесс термоформования твердой поверхности, включая подготовку материала, температуру нагрева, конструкцию пресс-формы, методы гибки, процедуры охлаждения, устранение неполадок и передовые методы изготовления акриловых твердых поверхностей.
Факты о быстром термоформовании
| Материал | Чистая акриловая твердая поверхность |
| Типичная толщина | 12 мм |
| Температура формования | 160–170°С |
| Температура охлаждения | Ниже 45°C |
| Общие приложения | Интегрированные умывальники, стойки регистрации, медицинские стойки, торговое оборудование |
| Рекомендуемый материал | Чистая акриловая твердая поверхность |
Что такое термоформование твердой поверхности?
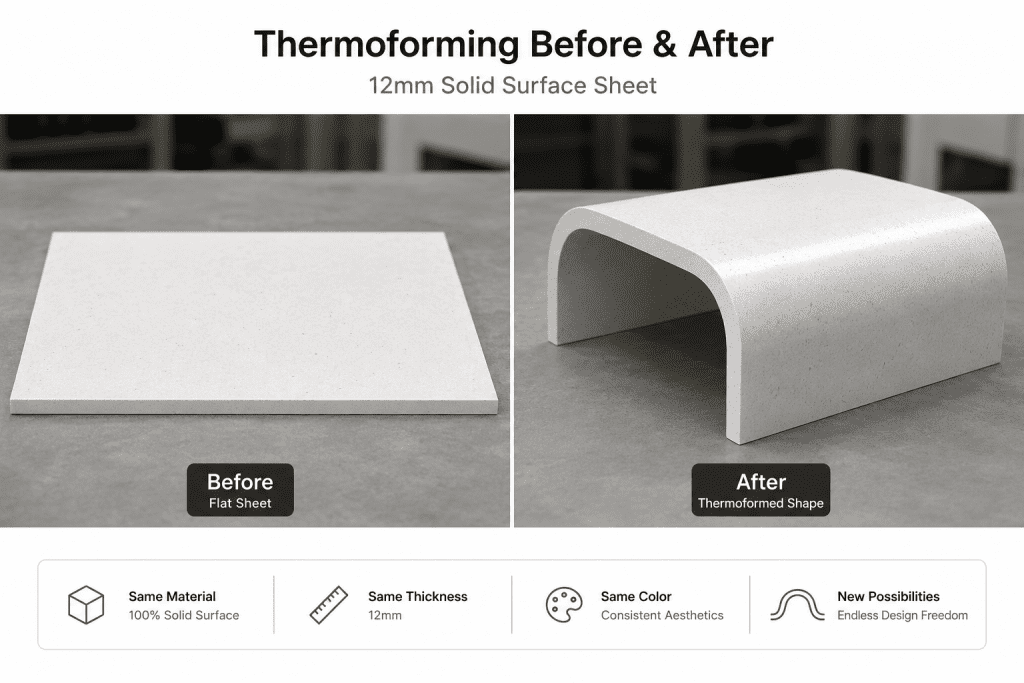
Термоформование твердой поверхности — это процесс нагрева акриловых листов с твердой поверхностью до тех пор, пока они не станут достаточно гибкими, чтобы их можно было сгибать, формовать или придавать им изогнутые и трехмерные формы. После нагревания до соответствующего температурного диапазона материал можно формовать в формах и поддерживать форму на этапе охлаждения.
В отличие от кварца, гранита, фарфора или керамики, акриловая твердая поверхность обладает уникальными характеристиками термоформования, которые позволяют производителям создавать плавные изгибы, встроенные раковины, закругленные столешницы, скульптурную мебель и индивидуальные архитектурные элементы. Эта способность является одним из определяющих преимуществ, которое отличает акриловую твердую поверхность от многих конкурирующих поверхностных материалов.
Термоформование стало основным методом производства в коммерческих, медицинских, гостиничных, розничных и жилых проектах. Дизайнеры и производители используют термоформованную твердую поверхность для достижения плавной геометрии и плавных переходов, которые было бы трудно или невозможно изготовить с использованием традиционных каменных материалов.
Бренды премиальных акриловых твердых поверхностей, такие как Corian®, HIMACS®, Staron®, Krion®, Hanex®, Tristone® и ACRION®, известны своими возможностями термоформования. Однако фактические характеристики могут варьироваться в зависимости от рецептуры, набора цветов, толщины листа, метода нагрева и процедуры изготовления.
Общие применения термоформования
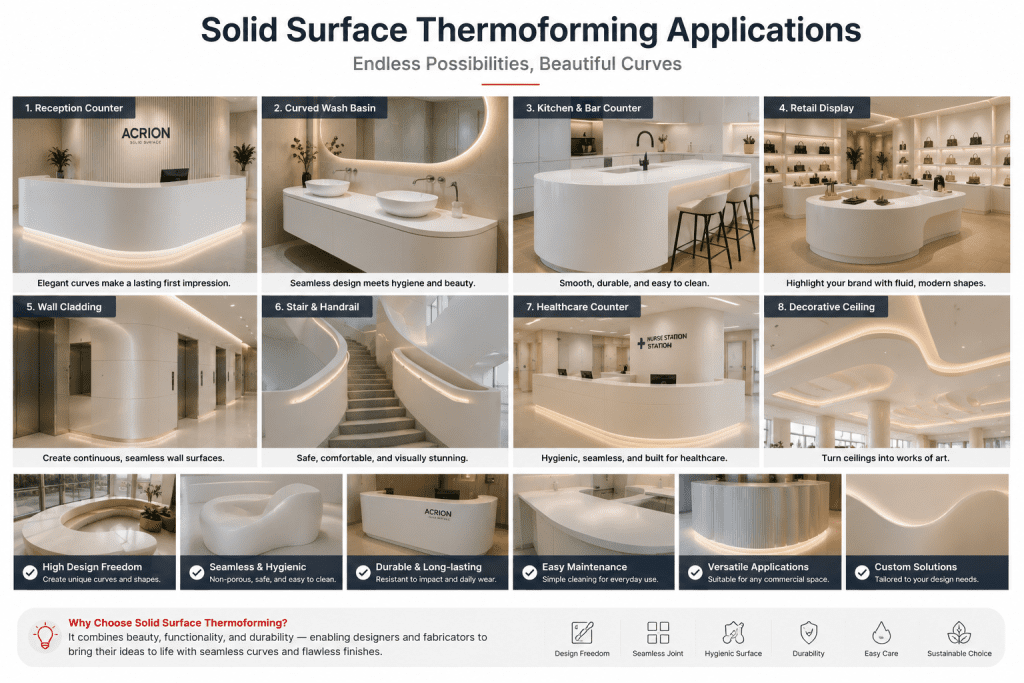
Универсальность термоформования акриловой твердой поверхности позволяет производителям создавать широкий спектр функциональных и архитектурных изделий. Ниже приведены некоторые из наиболее распространенных применений, встречающихся в современных коммерческих и жилых проектах.
Интегрированные умывальники
Умывальники, изготовленные методом термоформования, являются одним из наиболее узнаваемых вариантов применения твердой акриловой поверхности. Сочетая тепло, формы и прецизионное изготовление, производители могут создавать бесшовные системы раковин с гладкими радиусами, повышенной гигиеничностью и современной эстетикой.
Изогнутые стойки регистрации
Отели, корпоративные офисы, аэропорты и коммерческие объекты часто используют термоформованные стойки регистрации для достижения гибкого архитектурного дизайна. Бесшовные изгибы помогают создавать превосходные визуальные впечатления, сохраняя при этом долговечность.
Медицинские счетчики
В медицинских учреждениях использование термоформованной твердой поверхности выгодно благодаря ее непористым характеристикам и способности уменьшать количество трудно поддающихся очистке швов. Распространенными примерами являются изогнутые посты медсестер, встроенные раковины и бесшовные столешницы.
Розничная витрина мебели
Розничные бренды часто используют термоформованную твердую поверхность для изготовления демонстрационных столов, декоративных стен, витрин для продуктов и нестандартных приспособлений. Возможность создавать непрерывные кривые поддерживает концепции дизайна розничной торговли премиум-класса.
Введение
Термоформование твердой поверхности — один из наиболее ценных методов изготовления, доступных в индустрии архитектурных поверхностей. Тщательно нагревая акриловые листы с твердой поверхностью и формуя их в формах, производители могут создавать плавные изгибы, встроенные раковины, скульптурную мебель и индивидуальные трехмерные архитектурные элементы, которых трудно или невозможно достичь с помощью традиционных каменных материалов.
Этот процесс сочетает в себе материаловедение, контроль температуры, разработку пресс-форм и опыт производства. При правильном выполнении термоформование позволяет дизайнерам преобразовывать плоские листы в функциональные и визуально привлекательные формы, сохраняя при этом эксплуатационные характеристики, которые делают акриловую твердую поверхность предпочтительным материалом для коммерческого, медицинского, гостиничного, розничного и жилого применения.
Обзор термоформования твердой поверхности
Термоформование включает нагрев акрилового листа с твердой поверхностью до контролируемого температурного диапазона, при котором материал становится гибким и формуемым. Затем нагретый лист переносят в форму, вакуумный пресс или формовочное приспособление, где ему придают желаемую геометрию, а затем охлаждают и стабилизируют.
В отличие от методов механического изгиба, которые могут вызвать концентрацию напряжений, термоформование позволяет равномерно изменить форму материала. Этот процесс позволяет изготавливать плавные радиусы, плавные изгибы, встроенные чаши, закругленные столешницы и сложные архитектурные формы, сохраняя при этом непрерывность поверхности и эстетическое качество.
Важность и применение
Важность термоформования выходит за рамки эстетики. Изогнутые формы часто улучшают эргономику, гигиену, безопасность и удобство использования. Плавные переходы устраняют скопления грязи, снижают требования к очистке и способствуют современному языку дизайна, который все больше предпочитают архитекторы и дизайнеры интерьеров.
Сегодня термоформованные компоненты с твердой поверхностью широко используются во встроенных умывальниках, стойках регистрации, постах медсестер, лабораторных столешницах, стойках обслуживания в аэропортах, торговом оборудовании, интерьерах отелей, образовательных учреждениях и изготовлении мебели на заказ. Поскольку технологии производства продолжают развиваться, термоформование остается одним из определяющих преимуществ акриловых материалов с твердой поверхностью.
В этом руководстве представлен всесторонний обзор процесса термоформования, включая подготовку материала, методы нагрева, проектирование пресс-форм, методы формования, процедуры охлаждения, стратегии устранения неполадок и передовой опыт, используемый профессиональными производителями по всему миру.
II. Подготовка материала
Успешная термоформовка начинается задолго до того, как лист попадает в печь. Выбор материала, подготовка листа, качество кромок, планирование размеров и проверка дефектов — все это влияет на конечный результат формовки. Правильная подготовка снижает риск растрескивания, побеления, деформации и неточностей размеров в процессе термоформования.
Выбор материала
Не все материалы с твердой поверхностью демонстрируют одинаковые характеристики термоформования. Чистая акриловая твердая поверхность обычно обеспечивает превосходную гибкость, сохранение формы и долговременную стабильность по сравнению с модифицированными акриловыми составами. При выборе материала следует учитывать требуемый радиус, сложность формы, условия проекта и метод изготовления.
Для требовательных применений, включающих узкие радиусы, встроенные раковины, глубокие изгибы или высокоскульптурные формы, чистая акриловая твердая поверхность обычно является предпочтительным выбором из-за ее улучшенных характеристик термоформования.
Обзор материалов
Акриловые листы с твердой поверхностью представляют собой специально разработанные композиты, состоящие в основном из акриловой смолы и минеральных наполнителей. Их уникальный состав позволяет материалу смягчаться при нагревании, сохраняя при этом достаточную структурную целостность для придания ему точных форм.
Различные цвета и составы могут немного отличаться в поведении при термоформовании. Темные цвета, дизайн с большим количеством частиц, полупрозрачные коллекции и специальные декоративные эффекты могут потребовать корректировки процесса для достижения оптимальных результатов.
Материальные возможности и подготовка
Перед началом термоформования листы следует обрезать немного по размеру, чтобы можно было выполнить обрезку после формования. Производители должны тщательно проверять все поверхности на предмет сколов, царапин, трещин, загрязнений или производственных дефектов, которые могут усилиться во время нагрева и формования.
Несовершенства поверхности часто действуют как точки концентрации напряжений во время формовки и могут увеличить риск разрушения. Тщательная подготовка помогает обеспечить стабильное поведение материала на протяжении всего процесса.
Инструменты, необходимые для подготовки материала
Профессиональные операции термоформования полагаются на точное подготовительное оборудование. Типичные инструменты включают фрезерные станки с ЧПУ, панельные пилы, оборудование для обрезки, шлифовальные системы, измерительные устройства, шаблоны и инструменты для контроля. Во время подготовки и изготовления всегда следует использовать соответствующие средства индивидуальной защиты.
Чистое и организованное рабочее место в значительной степени способствует качеству производства. Установление повторяемых процедур подготовки помогает улучшить стабильность, сократить количество отходов и повысить эффективность производства на протяжении всего процесса термоформования.
III. Нагревательный материал с твердой поверхностью
Нагревание является наиболее ответственным этапом процесса термоформования. Правильный контроль температуры напрямую влияет на гибкость материала, стабильность размеров, внешний вид поверхности и качество конечного продукта. Недостаточный нагрев может привести к побелению, растрескиванию или неполному формованию, а чрезмерный нагрев может привести к обесцвечиванию, деградации поверхности или необратимому повреждению материала.
Профессиональные производители тщательно балансируют температуру, продолжительность нагрева, толщину листа, сложность формы и рецептуру материала для достижения стабильных результатов термоформования.
Справочная таблица быстрого термоформования
| Параметр | Типичная рекомендация |
| Тип материала | Чистая акриловая твердая поверхность |
| Толщина листа | 12 мм |
| Температура формования | 160–170 °С (320–338 °F) |
| Время нагрева | 20–35 минут |
| Температура охлаждения | Ниже 45°C |
| Продолжительность охлаждения | 30–45 минут |
| Рекомендуемый радиус | 3T–10T в зависимости от материала |
| Лучший материал для сложных кривых | Чистая акриловая твердая поверхность |
А. Предварительный нагрев
Предварительный нагрев закладывает основу для успешного термоформования. Цель состоит в том, чтобы равномерно повысить температуру всего листа, чтобы материал достиг гибкого и формуемого состояния без создания локализованных горячих точек или концентраций термических напряжений.
Равномерный нагрев особенно важен при формировании больших панелей, интегрированных бассейнов, глубоких изгибов или сложных трехмерных форм. Неравномерный нагрев может привести к неравномерному растяжению и нежелательной деформации поверхности.
Методы нагрева
- Духовки с циркуляцией воздуха – Наиболее распространен для профессионального изготовления.
- Плитные прессовые печи – Более быстрая передача тепла при прямом контакте.
- Конвекционные печи – Равномерный нагрев листов большего размера.
- Инфракрасные системы отопления – Используется выборочно для конкретных приложений.

Рекомендуемый диапазон нагрева
| Материал | Рекомендуемая температура |
| Чистая акриловая твердая поверхность | 160–170°С |
| Модифицированная акриловая твердая поверхность | 150–165°С |
Производителям следует всегда проверять рекомендации, предоставленные производителем материала, поскольку рецептуры и коллекции цветов могут потребовать особых корректировок.
Калибровка печи
Точная калибровка печи необходима для поддержания стабильности процесса. Регулярная калибровка помогает убедиться в том, что фактическая температура духовки соответствует запрограммированным заданным значениям. В производственных условиях следует периодически проводить проверки калибровки, чтобы предотвратить отклонения, которые могут повлиять на качество формовки.
Б. Гибкость материалов

Как только целевая температура достигнута, лист попадает в окно термоформования, где гибкость достигает оптимального уровня для формования. На этом этапе материал можно переносить в формы или системы вакуумного формования.
Факторы, влияющие на гибкость
- Состав материала
- Толщина листа
- Продолжительность нагрева
- Цвет материала
- Содержание минерального наполнителя
- Температура окружающей среды в цеху
Чистая акриловая твердая поверхность обычно демонстрирует большую гибкость и меньшую память формы по сравнению с модифицированными акриловыми альтернативами, что делает ее более подходящей для термоформования с малым радиусом.
Методы улучшения формуемости
Для сложных конструкций производители могут выборочно уменьшать толщину материала, изменять геометрию формы, увеличивать радиусы формования или оптимизировать циклы нагрева. Эти регулировки помогают улучшить поток материала, одновременно сводя к минимуму концентрацию напряжений во время формования.
Мошенничество

На заключительном этапе нагрева поддержание стабильности температуры более важно, чем просто увеличение тепла. Чрезмерное повышение температуры духовки может сократить время нагрева, но также увеличивает риск перегрева, изменения цвета, развития внутренних напряжений и повреждения поверхности.
Измерение и контроль температуры
Профессиональные производители используют комбинацию методов мониторинга для проверки температуры материала:
- Инфракрасные термометры
- Контактные термопары
- Встроенные датчики температуры
- Системы мониторинга духовки
Постоянное измерение температуры помогает гарантировать, что каждый лист поступает на стадию формования в пределах правильного окна термоформования. Такая практика значительно улучшает повторяемость и уменьшает производственные дефекты.
Важные меры предосторожности при нагревании
- Избегайте перегрева, превышающего рекомендации производителя.
- Поддерживайте равномерную циркуляцию воздуха по всей духовке.
- Не складывайте листы стопкой во время нагрева.
- Убедитесь, что листы полностью поддерживаются во время циклов нагрева.
- Регулярно проверяйте калибровку.
- Немедленно перенесите нагретые листы в формы.
Успешное термоформование зависит от достижения баланса между температурой, временем, гибкостью материала и скоростью формования. Хорошо контролируемые процессы нагрева создают условия, необходимые для получения высококачественных термоформованных изделий с превосходной стабильностью размеров и внешним видом.
IV. Гибка и формование
Как только материал достигает нужной температуры термоформования, он вступает в стадию формования. На этом этапе определяется окончательная геометрия, точность размеров и качество поверхности готового компонента. Правильное обращение во время транспортировки и формования имеет важное значение, поскольку материал остается очень гибким в горячем состоянии и может деформироваться под собственным весом, если его не поддерживать.
Понимание радиуса формирования
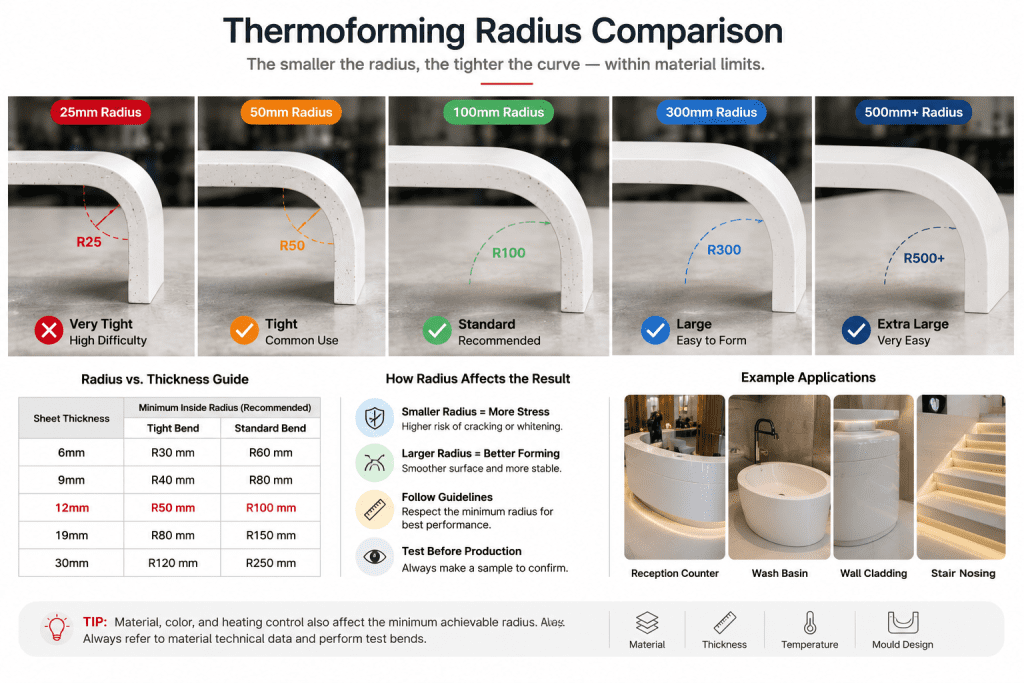
Одним из наиболее важных факторов проектирования при термоформовании является радиус изгиба. Каждый материал с твердой поверхностью имеет минимальный радиус формования, определяемый рецептурой, толщиной, цветом и условиями нагрева. Попытка сформировать более узкие радиусы, чем рекомендовано, может привести к побелению, растрескиванию, поверхностному напряжению или долгосрочному восстановлению формы.
| Толщина материала | Типичный рекомендуемый радиус |
| 6 мм | 20–50 мм |
| 12 мм | 50–120 мм |
| Специальные формовочные конструкции | Требуется тестирование для конкретного проекта |
Техники гибки и придания формы
- Формирование драпировки – Материалу разрешено естественным образом принимать форму.
- Гибка кромок – Общий для столешниц и стоек ресепшн.
- Вакуумная формовка – Используется для обеспечения точности и повторяемости.
- Формирование согласованной формы – Подходит для сложных трехмерных форм.
- Интегрированное формирование бассейна – Специализированный процесс изготовления моек.
Выбранная технология должна сочетать внешний вид, стабильность размеров, эффективность производства и ограничения по материалам.
Интегрированная термоформовка бассейна
Встроенные умывальники представляют собой одно из наиболее признанных применений термоформования акриловой твердой поверхности. Благодаря контролируемому нагреву и подобранным формам производители могут создавать бесшовные конструкции чаш с плавными внутренними радиусами и гигиеническими переходами.
Этот процесс широко используется в гостиничном бизнесе, здравоохранении, коммерческих туалетах, образовательных учреждениях и жилых ванных комнатах, где важны долговечность, возможность очистки и визуальная непрерывность.
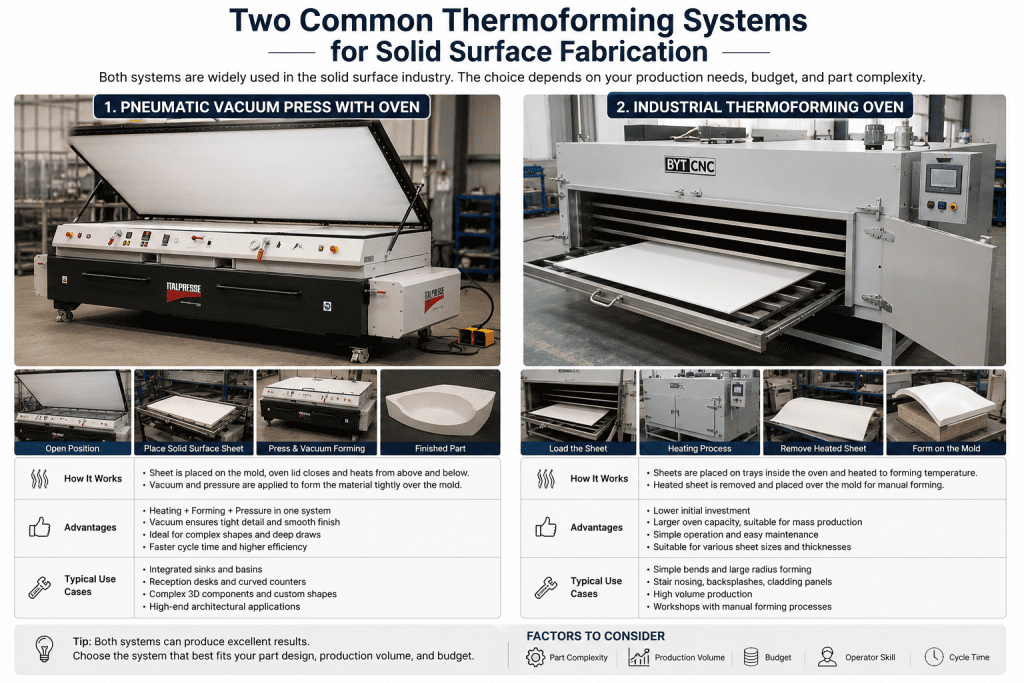
Методы формирования (вакуумное прессование) & Гидравлическое прессование)

Вакуумное прессование
Вакуумное прессование является одной из наиболее широко распространенных технологий термоформования в индустрии твердых поверхностей. Вакуумная мембрана плотно прижимает нагретый лист к поверхности формы, позволяя материалу воспроизводить кривые и детали с высокой точностью.
Этот метод обеспечивает превосходную повторяемость и особенно эффективен для стоек регистрации, встроенных раковин, изогнутой мебели и нестандартных архитектурных элементов.
Гидравлическое прессование
Гидравлические системы создают контролируемое давление посредством механического сжатия. Эти системы обычно используются, когда точность размеров, структурная целостность или стабильность производства имеют решающее значение.
По сравнению с вакуумной формовкой гидравлические системы обычно обеспечивают более высокое давление, но требуют более сложных инструментов и инвестиций в оборудование.
V. Формы и формы
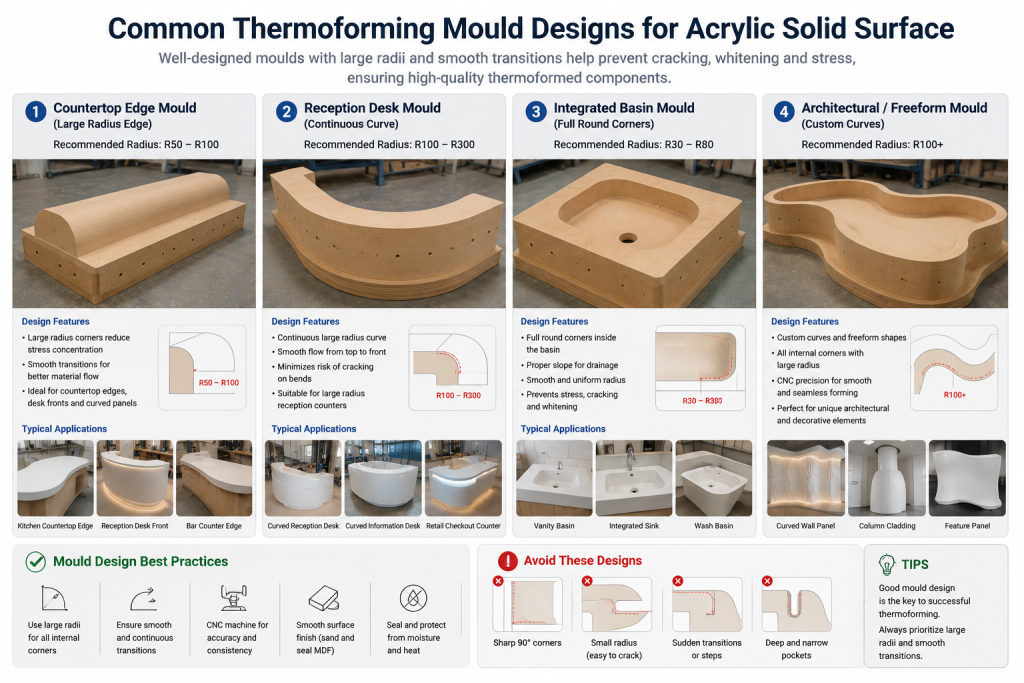
Формы служат основой каждой операции термоформования. Независимо от качества материала или точности нагрева, плохо спроектированные формы приведут к отклонению размеров, дефектам поверхности или нестабильным результатам формовки.
Распространенные материалы пресс-форм
- МДФ
- Фанера
- твердая древесина
- Композитная инструментальная доска
- Алюминий
- Сталь
Выбор материала формы зависит от объема производства, требований к размерам, бюджета и ожидаемого срока службы.
Типы форм
- Мужская форма
- Женская форма
- Соответствующая форма
- Вакуумная формовочная форма
Соответствующие формы обычно обеспечивают высочайшую однородность размеров и обычно используются для комплексного производства бассейнов и прецизионных архитектурных компонентов.
Рекомендации по проектированию пресс-форм
- Углы уклона
- Характеристики выпуска
- Тепловое расширение
- Непрерывность радиуса
- Поверхностная обработка
- Проектирование вентиляции
Хорошая конструкция пресс-формы снижает концентрацию напряжений, улучшает повторяемость и повышает эффективность производства.
Подготовка и использование форм
Перед производством поверхности пресс-формы следует проверить на гладкость, точность размеров и характеристики отделения. Также следует учитывать температуру формы, поскольку чрезмерная разница температур между нагретым листом и формой может повлиять на поведение при охлаждении и конечную стабильность формы.
МЫ. Остывать
Охлаждение часто недооценивают, однако это один из наиболее важных этапов процесса термоформования. Материал должен оставаться надежно закрепленным в форме до тех пор, пока не будет восстановлена достаточная жесткость.
Преждевременное извлечение из формы может привести к восстановлению формы, деформации, нестабильности размеров или развитию долговременного напряжения.
Важность контролируемого охлаждения
Контролируемое охлаждение позволяет постепенно рассеивать внутренние напряжения, сохраняя при этом желаемую геометрию. Равномерное охлаждение повышает точность размеров и снижает риск деформации после формования.
Лучшие практики охлаждения
- Поддерживайте форму во время охлаждения.
- Избегайте принудительного охлаждения сразу после формования.
- Дайте температуре постепенно снизиться.
- Не допускайте сквозняков и неравномерного потока воздуха.
- Перед извлечением из формы проверьте температуру детали.
Рекомендации по времени охлаждения
Продолжительность охлаждения зависит от толщины материала, массы формы, температуры окружающей среды и сложности компонента. Большинство изделий из акрила толщиной 12 мм требуют примерно 30–45 минут контролируемого охлаждения перед извлечением из формы.
Для глубоких вытяжек, встроенных раковин и крупных архитектурных элементов могут потребоваться продолжительные периоды охлаждения для достижения долгосрочной стабильности размеров.
VII. Последние штрихи
После того как термоформованный компонент завершает цикл охлаждения, процесс изготовления вступает в заключительную стадию. На этом этапе основное внимание уделяется уточнению размеров, интеграции швов, отделке поверхности и проверке качества. Правильная отделка гарантирует, что конечный продукт будет соответствовать как визуальным, так и эксплуатационным ожиданиям.
Техника сшивания
Одним из уникальных преимуществ акриловой твердой поверхности является ее способность создавать незаметные швы с помощью клея подобранного по цвету клея. Правильно изготовленные соединения позволяют собирать несколько термоформованных компонентов в более крупные конструкции, сохраняя при этом целостный внешний вид.
- Используйте клеевые системы соответствующего цвета.
- Тщательно подготовьте склеиваемые поверхности.
- Поддерживайте необходимое давление зажима.
- Перед отделкой дайте клею полностью затвердеть.
- Проверьте соединения на целостность и соосность.
Обрезка и отделка
После термоформования лишний материал удаляется с помощью фрезерных станков с ЧПУ, приспособлений для обрезки или оборудования для точной резки. Готовый компонент затем шлифуется и очищается для достижения заданного качества поверхности.
Поверхность может варьироваться от матовой до полуглянцевой в зависимости от требований проекта. Последовательные процедуры шлифования помогают устранить визуальные несоответствия и улучшить общий внешний вид.
Контроль качества
Профессиональные производители обычно проверяют следующие параметры перед выпуском термоформованной продукции:
- Точность размеров
- Согласованность радиуса
- Внешний вид поверхности
- Качество шва
- Структурная стабильность
- Консистенция цвета
- Готовность к установке
VIII. Духовки
Печь термоформования играет центральную роль в определении стабильности процесса. Равномерный нагрев, точный контроль температуры и воспроизводимость производительности необходимы для успешных результатов формовки.
Обзор различных типов духовок
| Тип духовки | Характеристики | Типичные применения |
| Духовка с горячим воздухом | Равномерное отопление | Общее термоформование |
| Конвекционная печь | Контролируемая циркуляция воздуха | Формовка большого листа |
| Пресс-печь | Прямая передача тепла | Быстрые производственные циклы |
| Инфракрасная печь | Быстрый нагрев | Специализированные приложения |
Калибровка духовок
Калибровку следует выполнять регулярно, чтобы гарантировать, что фактическая температура соответствует запрограммированным настройкам. Даже небольшие отклонения температуры могут повлиять на гибкость, характеристики охлаждения и качество конечного продукта.
Рекомендации по использованию духовки
- Перед загрузкой материала разогрейте печи.
- Перед производством проверьте стабильность температуры.
- Поддерживайте правильную циркуляцию воздуха.
- Избегайте перегрева, превышающего рекомендации производителя.
- Следите за температурой на протяжении всего цикла.
- Запишите параметры процесса для обеспечения повторяемости.
IX. Характеристики термоформования твердых поверхностей различных марок
Сравнение требований к термоформованию для различных марок
Хотя акриловые материалы с твердой поверхностью имеют много общих характеристик, требования к термоформованию могут различаться у разных производителей из-за различий в системах смол, содержании наполнителей, пигментах, запатентованных рецептурах, толщине листа и опубликованных руководствах по изготовлению.
В следующем сравнении суммируются рекомендации по термоформованию, собранные от основных брендов твердых поверхностей, и служит кратким справочником для производителей, оценивающих различные материалы. Перед началом производства всегда проверяйте актуальную техническую документацию производителя.
| Бренд | Температура нагрева | Время нагрева | Толщина материала | Время охлаждения | Особые соображения |
| Кориан | 160°С – 170°С | 25 – 35 мин. | 12 мм (1/2″) | 45 мин. | Темные цвета могут изменить цвет |
| Акрион | 160°С – 170°С | 20 – 30 мин. | 12 мм (1/2″) | 40 мин. | Тщательное охлаждение имеет решающее значение для сохранения формы. |
| Тристоун | 150°С | 15 – 20 мин. | 9 мм (3/8″) | 30 минут | Позволяет создавать плавные конструкции. |
| искусство Уилсона | 160°С | 25 – 35 мин. | 12 мм (1/2″) | 40 мин. | Правильный нагрев всего листа имеет решающее значение. |
| Крион | 140°С (285°Ф) | 18 мин. | 12 мм (1/2″) | 30 минут | Процесс термоформования, используемый для сложных конструкций. |
| LG Хаусис | 155°С – 165°С | 20 – 30 мин. | 6 мм (1/4″) | 35 мин. | Прозрачные частицы могут плохо подвергаться термоформованию. |
| Старрон | 150°С | 18 – 25 мин. | 9 мм (3/8″) | 30 минут | Подходит для создания 3D-фигур. |
| Ханекс | 160°С – 170°С | 25 – 35 мин. | 12 мм (1/2″) | 40 мин. | Тщательное охлаждение имеет решающее значение для сохранения формы. |
| Меганит | 155°С – 160°С | 20 – 30 мин. | 6 мм (1/4″) | 35 мин. | Гибкость материала зависит от конкретной смеси. |
| Аристех Поверхности | 160°С | 25 – 35 мин. | 12 мм (1/2″) | 40 мин. | Требуется осторожность при термоформовании темных цветов. |
| Дурасеин | 155°С – 165°С | 20 – 30 мин. | 6 мм (1/4″) | 40 мин. | Не подходит для горизонтального применения. |
Это сравнение дает практический обзор температуры, времени, толщины материала, охлаждения и особенностей ведущих брендов твердых поверхностей. Поскольку отдельные цвета и составы могут вести себя по-разному во время нагрева и формования, производители должны использовать эту таблицу в качестве ориентира, а не вместо испытаний для конкретного проекта.
Ключевые наблюдения из сравнения брендов
- Большинство марок формируется в диапазоне 150–170 °C. Это подтверждает важность стабильного управления духовкой, а не чрезмерного нагрева.
- Листы толщиной 12 мм широко используются для коммерческого термоформования. Однако некоторые бренды также публикуют рекомендации по применению толщиной 6 или 9 мм.
- Время охлаждения имеет решающее значение. Многие бренды делают упор на 30–45 минут охлаждения для сохранения стабильности формы.
- Темные цвета и специальные частицы требуют осторожности. Пигменты, частицы и прозрачность могут влиять на поведение при термоформовании.
- Документация производителя остается важной. Опубликованные данные могут меняться, и каждый проект должен быть проверен перед началом производства.
Сравнительный анализ отраслевого термоформования
Corian, HIMACS, Hanex, Staron, Krion, Tristone, Wilsonart, Meganite, Durasein, Aristech Surfaces и ACRION представляют собой разные подходы к разработке акриловых твердых поверхностей и поддержке производства. Приведенное выше сравнение показывает, что производительность термоформования определяется не только температурой. Состав материала, пигментация, толщина листа, конструкция пресс-формы, равномерность нагрева и контроль охлаждения — все это влияет на конечный результат.
Для профессионального изготовления лучше всего сочетать рекомендации производителя с записями внутренних испытаний. Это особенно важно для требовательных применений, таких как встроенные раковины, кривые с малым радиусом, большие стойки регистрации и сложные архитектурные элементы.
Чистый акрил против модифицированного акрила при термоформовании
Один из наиболее частых вопросов, задаваемых производителями, заключается в том, какая твердая поверхность из чистого акрила или модифицированного акрила лучше работает при термоформовании. Хотя оба материала можно подвергать термоформованию в соответствующих условиях, их эксплуатационные характеристики существенно различаются.
| Свойство | Чистый акрил | Модифицированный акрил |
| Гибкость | Отличный | Умеренный |
| Сохранение формы | Отличный | Хороший |
| Малый радиус формирования | Лучше | Ограниченный |
| Сложные кривые | Отличный | Умеренный |
| Комплексное бассейновое производство | Отличный | Ограниченный |
| Архитектурные приложения | Очень подходит | Зависит от проекта |
Для требовательных применений, включая встроенные раковины, изогнутые стойки регистрации, учреждения здравоохранения и индивидуальные архитектурные сооружения, чистая акриловая твердая поверхность обычно считается предпочтительным материалом из-за ее превосходных свойств при термоформовании, характеристик памяти формы и долгосрочной стабильности размеров.
Модифицированные акриловые материалы остаются экономически эффективным решением для многих проектов, но для них могут потребоваться большие радиусы и более консервативные параметры формования по сравнению с альтернативами из чистого акрила.
X. Разработка процессов и устранение неполадок
Даже при использовании хорошо спроектированных форм и правильно откалиброванного оборудования иногда могут возникать проблемы с термоформованием. Ведение подробных записей процессов и внедрение структурированных процедур устранения неполадок помогает производителям повысить согласованность, сократить отходы и оптимизировать эффективность производства.
Технологическая документация
Профессиональные производители обычно записывают следующие параметры для каждого проекта термоформования:
- Тип и цвет материала
- Толщина листа
- Температура нагрева
- Продолжительность нагрева
- Идентификация плесени
- Температура формы
- Продолжительность охлаждения
- Температура окружающей среды в цеху
- Информация об операторе
- Результаты производства
Последовательное ведение записей позволяет анализировать и оптимизировать переменные процесса с течением времени.
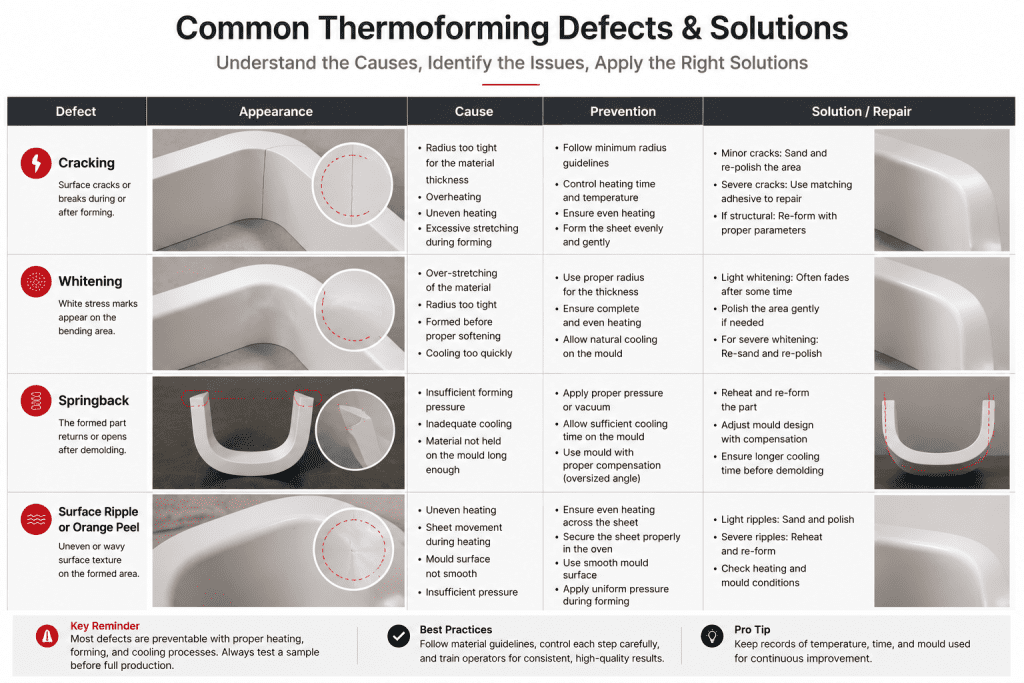
Распространенные дефекты термоформования и их решения
| Проблема | Возможная причина | Рекомендуемое решение |
| Отбеливание | Недостаточный нагрев или чрезмерная нагрузка | Повысьте стабильность нагрева и пересмотрите дизайн радиуса |
| Крекинг | Радиус слишком мал или материал перенапряжен. | Увеличьте радиус и проверьте температурный профиль |
| Морщины | Чрезмерное сжатие во время формовки | Обзор конструкции пресс-формы и потока материала |
| Восстановление формы | Недостаточное время охлаждения | Увеличьте продолжительность охлаждения перед извлечением из формы. |
| Поверхностные отметки | Несовершенства пресс-формы | Улучшение отделки и обслуживания пресс-формы |
| Изменение цвета | Перегрев | Снижение температуры формовки и времени цикла |
Большинство дефектов термоформования можно свести к минимуму за счет правильного контроля температуры, оптимизации конструкции пресс-формы и соблюдения рекомендаций производителя.
Оптимизация процесса термоформования
Оптимизация процесса требует выявления ограничивающего фактора в каждом производственном цикле. Температуру нагрева, конструкцию формы, скорость формования, продолжительность охлаждения и толщину материала следует тщательно регулировать на основе результатов испытаний. Предпочтение скольжению материала, а не чрезмерному растяжению и сжатию, а не неконтролируемому удлинению, помогает уменьшить деформацию и улучшить повторяемость.
Устранение распространенных проблем
Проблемы термоформования следует решать систематически. Побеление может указывать на недостаточное тепло или чрезмерный стресс. Морщины могут указывать на чрезмерное сжатие или плохую конструкцию пресс-формы. Разрыв может произойти из-за острых краев, защемления или превышения возможностей материала. Следы на поверхности часто указывают на проблемы с отделкой пресс-формы. Каждый дефект должен быть оценен с помощью записей температуры, проверки пресс-формы и наблюдений за формованием.
XI. Соображения безопасности
Термоформование предполагает повышенные температуры, нагретое оборудование и большие операции по транспортировке материалов. Установление безопасных рабочих процедур имеет важное значение для защиты персонала и поддержания эффективной производственной среды.
Средства индивидуальной защиты (СИЗ)
- Термостойкие перчатки
- Защитные очки
- Защитная обувь
- Рабочая одежда с длинными рукавами
- Защита органов слуха, где это необходимо
Передовые методы обеспечения безопасности в мастерских
- Поддерживайте достаточную вентиляцию.
- Держите аварийные выходы свободными.
- Регулярно проверяйте духовки.
- Обучите операторов безопасному обращению с материалами.
- Следуйте инструкциям по эксплуатации производителя.
- Соблюдение процедур реагирования на чрезвычайные ситуации.
Безопасность должна быть интегрирована на каждом этапе процесса термоформования, от подготовки материала до окончательного изготовления.
Часто задаваемые вопросы
Какая температура необходима для термоформования твердой поверхности?
Большинство чистых акриловых материалов с твердой поверхностью подвергаются термоформованию в диапазоне температур примерно 160–170 °C (320–338 °F). Фактические требования могут различаться в зависимости от марки, цвета, толщины листа и геометрии проекта.
Можно ли подвергнуть кварц термоформованию?
Нет. Кварцевые поверхности нельзя подвергать термоформованию так же, как твердые акриловые поверхности. Термоформование — это уникальная характеристика, связанная в первую очередь с материалами с твердой поверхностью на акриловой основе.
Ослабляет ли термоформование твердую поверхность?
При выполнении согласно рекомендациям производителя термоформование существенно не ослабляет акриловую твердую поверхность. Правильный нагрев, охлаждение и конструкция радиуса имеют важное значение для поддержания долгосрочной производительности.
Каков минимальный радиус изгиба твердой поверхности?
Минимальный радиус зависит от типа материала, толщины, цвета и условий формовки. Производителям следует ознакомиться с рекомендациями производителя и провести испытания для требовательных приложений.
Можно ли повторно нагреть и изменить форму твердой поверхности?
Во многих случаях акриловая твердая поверхность может быть повторно нагрета и изменена с определенными ограничениями. Однако повторные циклы термоформования могут повлиять на характеристики материала и их следует тщательно оценивать.
Какой материал с твердой поверхностью лучше всего подходит для термоформования?
Твердая поверхность из чистого акрила обычно считается предпочтительным материалом для требовательных применений термоформования из-за его превосходной гибкости, сохранения формы и способности достигать более узких радиусов.
XII. Заключение
Термоформование твердой поверхности остается одним из самых мощных методов изготовления, доступных архитекторам, дизайнерам и производителям. Сочетая контролируемый нагрев, прецизионные формы, надлежащие процедуры охлаждения и профессиональные методы отделки, акриловые листы с твердой поверхностью можно превратить в бесшовные трехмерные формы, которые обеспечивают как функциональную, так и эстетическую ценность.
От встроенных умывальников и медицинских стоек до изогнутых стоек администратора и нестандартных архитектурных инсталляций, термоформование продолжает расширять возможности дизайна современных материалов с твердой поверхностью.
Успех в конечном итоге зависит от понимания поведения материала, следования рекомендациям производителя и внедрения последовательных методов производства на каждом этапе процесса.
Термоформуемая акриловая твердая поверхность от ACRION
ACRION производит листы из чистого акрила с твердой поверхностью, предназначенные для производства, термоформования и архитектурного применения. Наши материалы широко используются для изготовления интегрированных раковин, изогнутых стоек регистрации, проектов здравоохранения, интерьеров гостиничного бизнеса, торгового оборудования и индивидуальных коммерческих установок по всему миру.
- Чистая акриловая твердая поверхность
- Составы, подходящие для термоформования
- Комплексное производство бассейнов
- Поддержка архитектурных проектов
- OEM & Изготовление на заказ
- Мировой экспортный опыт
Продолжить обучение:
Что такое акриловая твердая поверхность?