Letzte Aktualisierung: Juni 2026
Lernen Sie den gesamten Thermoformprozess für feste Oberflächen kennen, einschließlich Materialvorbereitung, Heiztemperatur, Formdesign, Biegetechniken, Kühlverfahren, Fehlerbehebung und bewährte Herstellungsverfahren für Anwendungen mit festen Acryloberflächen.
Schnelle Fakten zum Thermoformen
| Material | Feste Oberfläche aus reinem Acryl |
| Typische Dicke | 12 mm |
| Umformtemperatur | 160–170°C |
| Kühltemperatur | Unter 45°C |
| Allgemeine Anwendungen | Integrierte Waschbecken, Empfangstheken, Theken im Gesundheitswesen, Einzelhandelseinrichtungen |
| Empfohlenes Material | Feste Oberfläche aus reinem Acryl |
Was ist das Thermoformen fester Oberflächen?
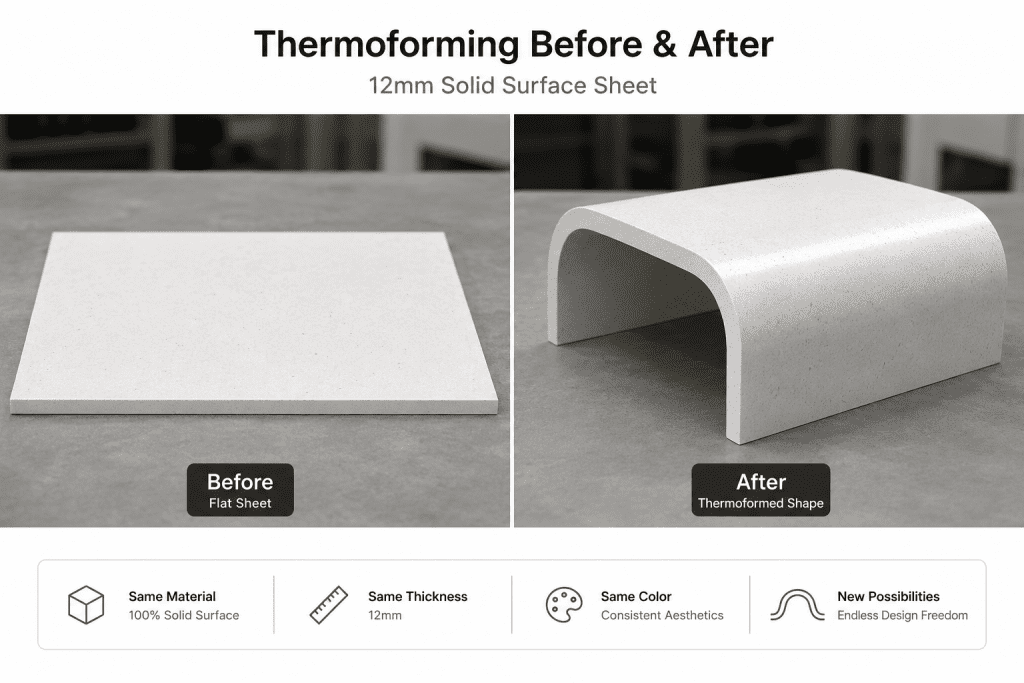
Beim Thermoformen mit fester Oberfläche werden Acrylplatten mit fester Oberfläche erhitzt, bis sie flexibel genug sind, um gebogen, geformt oder in gebogene und dreidimensionale Formen gebracht zu werden. Sobald das Material auf den geeigneten Temperaturbereich erhitzt ist, kann es über Formen geformt werden und während der Abkühlphase seine Form beibehalten.
Im Gegensatz zu Quarz-, Granit-, Porzellan- oder Keramikmaterialien verfügt Acryl-Feststoffoberfläche über einzigartige Thermoformungseigenschaften, die es Herstellern ermöglichen, nahtlose Kurven, integrierte Waschbecken, abgerundete Arbeitsplatten, skulpturale Möbel und maßgeschneiderte Architekturelemente zu erstellen. Diese Fähigkeit ist einer der entscheidenden Vorteile, die Acryl-Solid-Surface-Materialien von vielen konkurrierenden Oberflächenmaterialien unterscheiden.
Thermoformen ist zu einer zentralen Fertigungstechnik für Gewerbe-, Gesundheits-, Gastgewerbe-, Einzelhandels- und Wohnprojekte geworden. Designer und Hersteller nutzen thermogeformte feste Oberflächen, um fließende Geometrien und nahtlose Übergänge zu erzielen, die mit herkömmlichen Steinmaterialien nur schwer oder gar nicht herzustellen wären.
Hochwertige Acryl-Mineraloberflächenmarken wie Corian®, HIMACS®, Staron®, Krion®, Hanex®, Tristone® und ACRION® sind für ihre Thermoformbarkeit bekannt. Die tatsächliche Leistung kann jedoch je nach Rezeptur, Farbkollektion, Plattendicke, Heizmethode und Herstellungsverfahren variieren.
Gängige Thermoformungsanwendungen
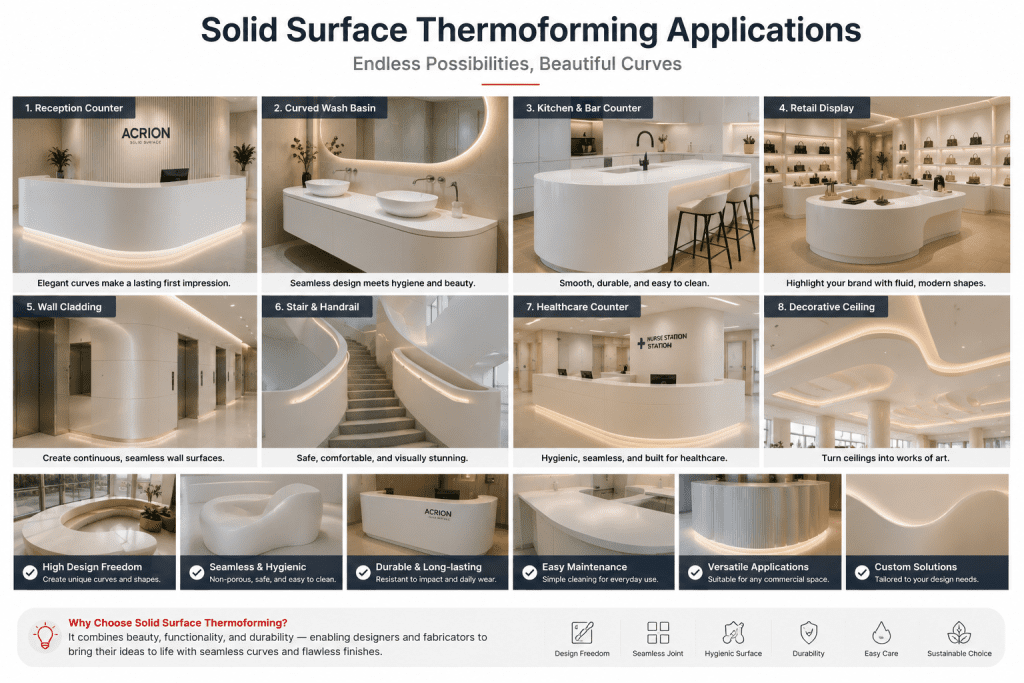
Die Vielseitigkeit der Thermoformung von Acryl-Feststoffoberflächen ermöglicht es Herstellern, eine breite Palette funktionaler und architektonischer Produkte herzustellen. Nachfolgend sind einige der häufigsten Anwendungen aufgeführt, die in modernen Gewerbe- und Wohnprojekten zu finden sind.
Integrierte Waschbecken
Thermogeformte Waschbecken gehören zu den bekanntesten Anwendungen von Acryl-Mineraloberflächen. Durch die Kombination von Wärme, Formen und Präzisionsfertigung können Hersteller nahtlose Beckensysteme mit glatten Radien, verbesserter Hygiene und zeitgemäßer Ästhetik schaffen.
Gebogene Empfangstheken
Hotels, Firmenbüros, Flughäfen und Gewerbebauten nutzen häufig thermogeformte Empfangstresen, um fließende architektonische Designs zu erzielen. Nahtlose Kurven tragen dazu bei, erstklassige visuelle Erlebnisse zu schaffen und gleichzeitig eine langfristige Haltbarkeit zu gewährleisten.
Theken im Gesundheitswesen
Gesundheitsumgebungen profitieren von thermogeformten festen Oberflächen aufgrund ihrer porenfreien Eigenschaften und der Fähigkeit, schwer zu reinigende Verbindungen zu reduzieren. Geschwungene Schwesternstationen, integrierte Waschbecken und nahtlose Arbeitsplatten sind gängige Beispiele.
Ausstellungsmöbel für den Einzelhandel
Einzelhandelsmarken verwenden häufig thermogeformte feste Oberflächen zur Herstellung von Präsentationstischen, Werbewänden, Produktvitrinen und kundenspezifischen Vorrichtungen. Die Möglichkeit, kontinuierliche Kurven zu erzeugen, unterstützt hochwertige Einzelhandelsdesignkonzepte.
I. Einleitung
Das Thermoformen fester Oberflächen ist eine der wertvollsten Fertigungstechniken, die in der Architekturoberflächenindustrie verfügbar sind. Durch sorgfältiges Erhitzen von Acrylplatten mit fester Oberfläche und Formen über Formen können Hersteller nahtlose Kurven, integrierte Waschbecken, skulpturale Möbel und individuelle dreidimensionale Architekturelemente schaffen, die mit herkömmlichen Steinmaterialien nur schwer oder gar nicht zu erreichen sind.
Der Prozess vereint Materialwissenschaft, Temperaturkontrolle, Formenbau und Fertigungskompetenz. Bei korrekter Ausführung ermöglicht das Thermoformen Designern, flache Platten in funktionale und optisch auffällige Formen zu verwandeln und gleichzeitig die Leistungsmerkmale beizubehalten, die Acryl-Feststoffoberflächen zu einem bevorzugten Material für gewerbliche, medizinische, Gastronomie-, Einzelhandels- und Wohnanwendungen machen.
Überblick über das Thermoformen fester Oberflächen
Beim Thermoformen wird eine feste Acrylplatte auf einen kontrollierten Temperaturbereich erhitzt, in dem das Material flexibel und formbar wird. Das erhitzte Blech wird dann auf eine Form, eine Vakuumpresse oder eine Formvorrichtung übertragen, wo es in die gewünschte Geometrie geformt wird, bevor es abgekühlt und stabilisiert wird.
Im Gegensatz zu mechanischen Biegeverfahren, die Spannungskonzentrationen hervorrufen können, ermöglicht das Thermoformen eine gleichmäßige Umformung des Materials. Dieses Verfahren ermöglicht die Herstellung glatter Radien, fließender Kurven, integrierter Schalen, abgerundeter Arbeitsplatten und komplexer architektonischer Formen unter Wahrung der Oberflächenkontinuität und ästhetischen Qualität.
Bedeutung und Anwendungen
Die Bedeutung des Thermoformens geht über die Ästhetik hinaus. Geschwungene Formen verbessern häufig Ergonomie, Hygiene, Sicherheit und Benutzererfahrung. Nahtlose Übergänge beseitigen Schmutzfallen, reduzieren den Reinigungsaufwand und tragen zur zeitgenössischen Designsprache bei, die zunehmend von Architekten und Innenarchitekten bevorzugt wird.
Heutzutage werden thermogeformte Solid-Surface-Komponenten häufig in integrierten Waschbecken, Empfangstresen, Schwesternstationen, Laborarbeitsplatten, Flughafen-Servicetheken, Einzelhandelseinrichtungen, Hoteleinrichtungen, Bildungseinrichtungen und kundenspezifischen Möbelanwendungen eingesetzt. Da sich die Herstellungstechnologien ständig weiterentwickeln, bleibt die Thermoformung einer der entscheidenden Vorteile von Acrylwerkstoffen mit fester Oberfläche.
Dieser Leitfaden bietet einen umfassenden Überblick über den Thermoformprozess, einschließlich Materialvorbereitung, Heiztechniken, Formdesign, Formgebungsmethoden, Kühlverfahren, Fehlerbehebungsstrategien und Best Practices, die von professionellen Herstellern weltweit verwendet werden.
II. Material vorbereitung
Erfolgreiches Thermoformen beginnt lange bevor ein Blech in den Ofen gelangt. Materialauswahl, Blechvorbereitung, Kantenqualität, Maßplanung und Fehlerprüfung beeinflussen alle das endgültige Umformergebnis. Eine ordnungsgemäße Vorbereitung verringert das Risiko von Rissen, Weißfärbung, Verformung und Maßungenauigkeiten während des Thermoformprozesses.
Materialauswahl
Nicht alle Mineralwerkstoffe weisen die gleiche Thermoformleistung auf. Reine Acryl-Feststoffoberflächen bieten im Vergleich zu modifizierten Acrylformulierungen im Allgemeinen eine überlegene Flexibilität, Formbeständigkeit und Langzeitstabilität. Bei der Materialauswahl sollten der erforderliche Radius, die Komplexität der Form, die Projektumgebung und die Herstellungsmethode berücksichtigt werden.
Für anspruchsvolle Anwendungen mit engen Radien, integrierten Spülen, tiefen Kurven oder stark skulpturalen Formen ist reines Acryl-Feststoffoberflächenmaterial aufgrund seiner verbesserten Thermoformungseigenschaften in der Regel die bevorzugte Wahl.
Materialübersicht
Acryl-Mineraloberflächenplatten sind technische Verbundwerkstoffe, die hauptsächlich aus Acrylharz und mineralischen Füllstoffen bestehen. Ihre einzigartige Zusammensetzung ermöglicht es dem Material, beim Erhitzen weich zu werden und gleichzeitig eine ausreichende strukturelle Integrität beizubehalten, um es in präzise Formen zu bringen.
Unterschiedliche Farben und Rezepturen können leichte Abweichungen im Thermoformverhalten aufweisen. Dunkle Farben, stark partikuläre Designs, durchscheinende Kollektionen und spezielle dekorative Effekte erfordern möglicherweise Prozessanpassungen, um optimale Ergebnisse zu erzielen.
Materialfähigkeit und Vorbereitung
Bevor mit dem Thermoformen begonnen wird, sollten die Bleche leicht überdimensioniert zugeschnitten werden, um die Beschnittarbeiten nach dem Formen zu ermöglichen. Hersteller sollten alle Oberflächen sorgfältig auf Absplitterungen, Kratzer, Risse, Verunreinigungen oder Herstellungsfehler prüfen, die sich beim Erhitzen und Formen verstärken könnten.
Oberflächenfehler wirken häufig als Spannungskonzentrationspunkte während der Umformung und können das Ausfallrisiko erhöhen. Eine sorgfältige Vorbereitung trägt dazu bei, ein gleichmäßiges Materialverhalten während des gesamten Prozesses sicherzustellen.
Für die Materialvorbereitung erforderliche Werkzeuge
Professionelle Thermoformbetriebe sind auf präzise Vorbereitungsgeräte angewiesen. Zu den typischen Werkzeugen gehören CNC-Fräsmaschinen, Plattensägen, Besäumgeräte, Schleifsysteme, Messgeräte, Schablonen und Inspektionswerkzeuge. Während der Vorbereitungs- und Herstellungsverfahren sollte immer die richtige persönliche Schutzausrüstung getragen werden.
Ein sauberer und organisierter Arbeitsplatz trägt wesentlich zur Fertigungsqualität bei. Die Einführung wiederholbarer Vorbereitungsverfahren trägt dazu bei, die Konsistenz zu verbessern, Abfall zu reduzieren und die Produktionseffizienz während des gesamten Thermoformprozesses zu steigern.
III. Erhitzen von festen Oberflächenmaterialien
Das Erhitzen ist der kritischste Schritt des Thermoformprozesses. Die richtige Temperaturkontrolle hat direkten Einfluss auf die Flexibilität des Materials, die Dimensionsstabilität, das Erscheinungsbild der Oberfläche und die Qualität des Endprodukts. Unzureichendes Erhitzen kann zu Weißfärbung, Rissbildung oder unvollständiger Formgebung führen, während übermäßiges Erhitzen zu Verfärbungen, Oberflächenverschlechterungen oder dauerhaften Materialschäden führen kann.
Professionelle Hersteller gleichen Temperatur, Heizdauer, Blechdicke, Formkomplexität und Materialformulierung sorgfältig aus, um konsistente Thermoformergebnisse zu erzielen.
Referenztabelle zum schnellen Thermoformen
| Parameter | Typische Empfehlung |
| Materialtyp | Feste Oberfläche aus reinem Acryl |
| Blechdicke | 12 mm |
| Umformtemperatur | 160–170 °C (320–338 °F) |
| Erhitzungszeit | 20–35 Minuten |
| Kühltemperatur | Unter 45°C |
| Kühldauer | 30–45 Minuten |
| Empfohlener Radius | 3T–10T je nach Material |
| Bestes Material für komplexe Kurven | Feste Oberfläche aus reinem Acryl |
A. Vorheizen
Das Vorwärmen bildet die Grundlage für ein erfolgreiches Thermoformen. Ziel ist es, die Temperatur des gesamten Blechs gleichmäßig zu erhöhen, sodass das Material einen flexiblen und formbaren Zustand erreicht, ohne dass lokale Hotspots oder thermische Spannungskonzentrationen entstehen.
Eine gleichmäßige Erwärmung ist besonders wichtig, wenn große Platten, integrierte Becken, tiefe Kurven oder komplexe dreidimensionale Formen geformt werden. Eine ungleichmäßige Erwärmung kann zu ungleichmäßiger Dehnung und unerwünschter Oberflächenverformung führen.
Heizmethoden
- Umluftöfen – Am gebräuchlichsten für die professionelle Fertigung.
- Plattenpressöfen – Schnellere Wärmeübertragung durch direkten Kontakt.
- Konvektionsöfen – Gleichmäßige Erwärmung für größere Bleche.
- Infrarot-Heizsysteme – Gezielter Einsatz für spezifische Anwendungen.

Empfohlener Heizbereich
| Material | Empfohlene Temperatur |
| Feste Oberfläche aus reinem Acryl | 160–170°C |
| Modifizierte feste Acryloberfläche | 150–165°C |
Hersteller sollten immer die Empfehlungen des Materialherstellers überprüfen, da Rezepturen und Farbkollektionen möglicherweise spezifische Anpassungen erfordern.
Ofenkalibrierung
Eine genaue Ofenkalibrierung ist für die Aufrechterhaltung der Prozesskonsistenz unerlässlich. Durch regelmäßige Kalibrierung kann überprüft werden, ob die tatsächlichen Ofentemperaturen mit den programmierten Sollwerten übereinstimmen. In Produktionsumgebungen sollten regelmäßig Kalibrierungsprüfungen durchgeführt werden, um Abweichungen zu verhindern, die sich auf die Umformqualität auswirken können.
B. Materialflexibilität

Sobald die Zieltemperatur erreicht ist, gelangt die Folie in ihr Thermoformfenster, wo die Flexibilität ein optimales Maß für die Formgebung erreicht. In dieser Phase kann das Material in Formen oder Vakuumformsysteme überführt werden.
Faktoren, die die Flexibilität beeinflussen
- Materialformulierung
- Blechdicke
- Heizdauer
- Materialfarbe
- Gehalt an mineralischen Füllstoffen
- Umgebungstemperatur in der Werkstatt
Feste Oberflächen aus reinem Acryl weisen im Allgemeinen eine größere Flexibilität und ein geringeres Formgedächtnis im Vergleich zu modifizierten Acrylalternativen auf, wodurch sie besser für Thermoformanwendungen mit engen Radien geeignet sind.
Techniken zur Verbesserung der Formbarkeit
Bei anspruchsvollen Konstruktionen können Hersteller die Materialstärke gezielt reduzieren, die Formgeometrie ändern, Formradien vergrößern oder Heizzyklen optimieren. Diese Anpassungen tragen dazu bei, den Materialfluss zu verbessern und gleichzeitig Spannungskonzentrationen während der Formgebung zu minimieren.
Schummeln

Während der letzten Heizphase ist die Aufrechterhaltung der Temperaturstabilität wichtiger als nur die Erhöhung der Hitze. Eine übermäßige Erhöhung der Ofentemperatur kann die Aufheizzeit verkürzen, erhöht aber auch das Risiko von Überhitzung, Verfärbung, Entwicklung innerer Spannungen und Oberflächenschäden.
Temperaturmessung und -regelung
Professionelle Hersteller nutzen eine Kombination von Überwachungsmethoden, um die Materialtemperatur zu überprüfen:
- Infrarot-Thermometer
- Kontakt-Thermoelemente
- Eingebettete Temperatursensoren
- Ofenüberwachungssysteme
Eine konsistente Temperaturmessung trägt dazu bei, dass jedes Blech innerhalb des richtigen Thermoformfensters in die Formphase eintritt. Diese Vorgehensweise verbessert die Wiederholgenauigkeit erheblich und reduziert Produktionsfehler.
Wichtige Vorsichtsmaßnahmen beim Erhitzen
- Vermeiden Sie eine Überhitzung, die über die Empfehlungen des Herstellers hinausgeht.
- Sorgen Sie für eine gleichmäßige Luftzirkulation im gesamten Ofen.
- Stapeln Sie die Bleche während des Erhitzens nicht.
- Stellen Sie sicher, dass die Platten während der Heizzyklen vollständig unterstützt werden.
- Überprüfen Sie die Kalibrierung regelmäßig.
- Übertragen Sie erhitzte Bleche umgehend in Formen.
Erfolgreiches Thermoformen hängt vom Erreichen eines Gleichgewichts zwischen Temperatur, Zeit, Materialflexibilität und Formgeschwindigkeit ab. Durch gut kontrollierte Erwärmungsverfahren werden die Voraussetzungen für hochwertige Tiefziehprodukte mit ausgezeichneter Dimensionsstabilität und Oberflächenoptik geschaffen.
IV. Biegen und Formen
Sobald das Material die richtige Thermoformtemperatur erreicht hat, tritt es in die Formgebungsphase ein. In dieser Phase werden die endgültige Geometrie, Maßhaltigkeit und Oberflächenqualität des fertigen Bauteils bestimmt. Eine ordnungsgemäße Handhabung während der Übertragung und Formung ist von wesentlicher Bedeutung, da das Material im heißen Zustand hochflexibel bleibt und sich unter seinem Eigengewicht verformen kann, wenn es nicht unterstützt wird.
Formradius verstehen
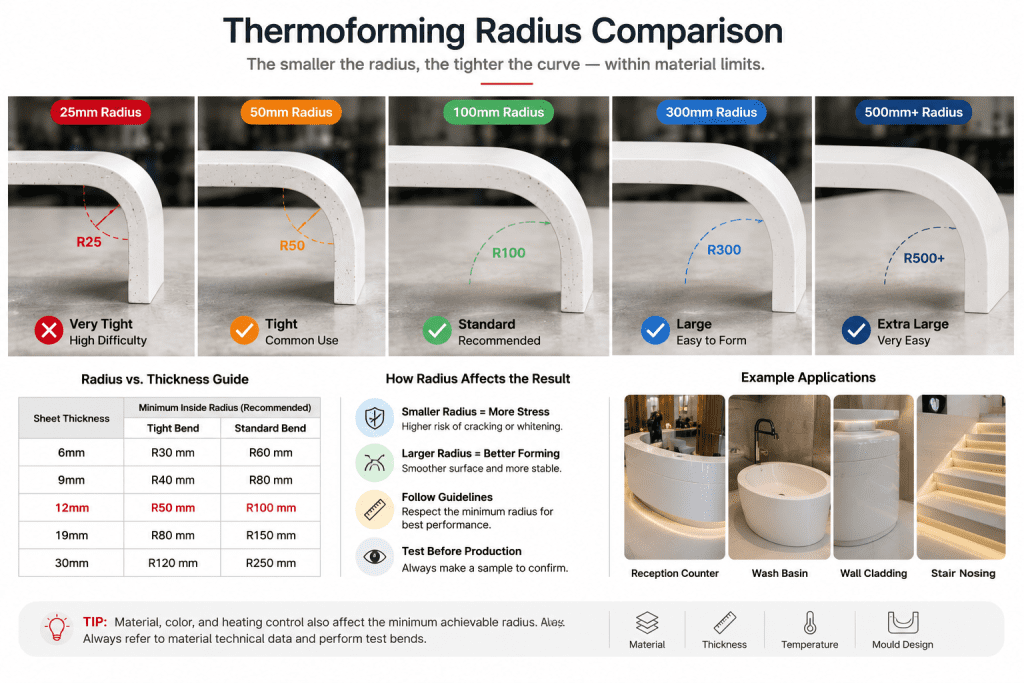
Einer der wichtigsten Designaspekte beim Thermoformen ist der Biegeradius. Jedes feste Oberflächenmaterial hat einen minimalen Formradius, der durch Formulierung, Dicke, Farbe und Heizbedingungen bestimmt wird. Der Versuch, engere Radien als empfohlen zu formen, kann zu Weißwerden, Rissen, Oberflächenspannungen oder einer langfristigen Formwiederherstellung führen.
| Materialstärke | Typischer empfohlener Radius |
| 6 mm | 20–50 mm |
| 12 mm | 50–120 mm |
| Spezielle Umformkonstruktionen | Projektspezifische Tests erforderlich |
Techniken zum Biegen und Formen
- Faltenbildung – Das Material darf sich über einer Form auf natürliche Weise anpassen.
- Kantenbiegen – Häufig für Arbeitsplatten und Empfangstheken.
- Vakuumformen – Wird für Präzision und Wiederholbarkeit verwendet.
- Passende Formgebung – Geeignet für komplexe dreidimensionale Formen.
- Integrierte Beckenformung – Spezialverfahren zur Spülenherstellung.
Die ausgewählte Technik sollte Aussehen, Dimensionsstabilität, Produktionseffizienz und Materialbeschränkungen in Einklang bringen.
Integriertes Becken-Thermoformen
Integrierte Waschbecken stellen eine der bekanntesten Anwendungen der Thermoformung von Acryl-Feststoffoberflächen dar. Durch kontrollierte Erwärmung und abgestimmte Formen können Hersteller nahtlose Schüsselstrukturen mit glatten Innenradien und hygienischen Übergängen schaffen.
Dieses Verfahren wird häufig im Gastgewerbe, im Gesundheitswesen, in gewerblichen Waschräumen, in Bildungseinrichtungen und bei Badezimmerprojekten in Privathaushalten eingesetzt, bei denen Haltbarkeit, Reinigbarkeit und visuelle Kontinuität wichtig sind.
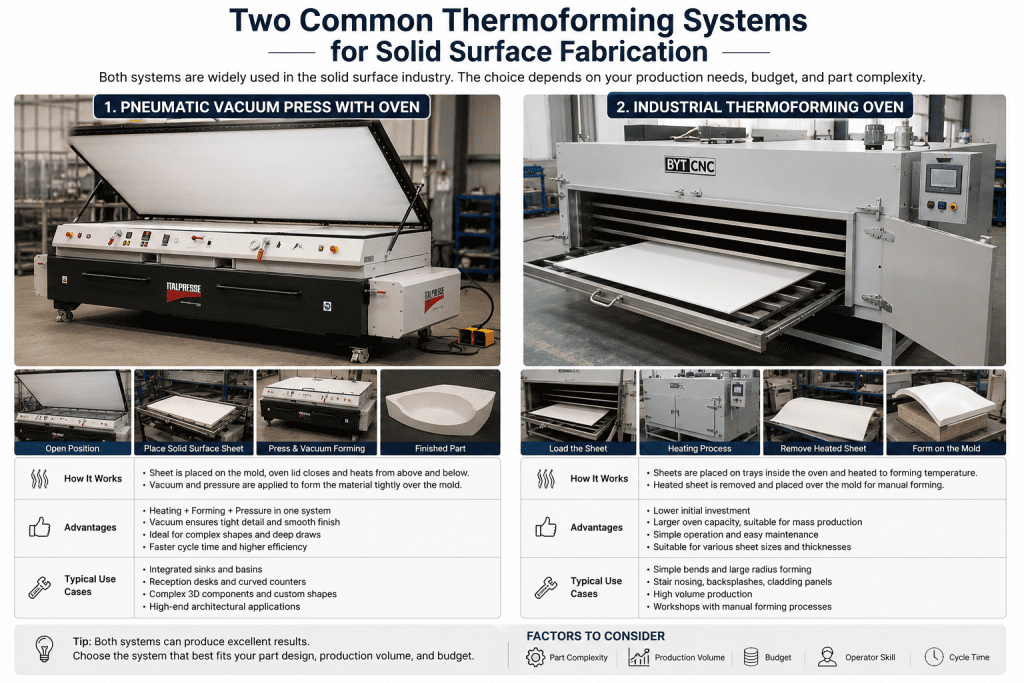
Formgebungsansätze (Vakuumpressen & Hydraulisches Pressen)

Vakuumpressen
Das Vakuumpressen ist eine der am weitesten verbreiteten Thermoformtechnologien in der Mineralwerkstoffindustrie. Eine Vakuummembran drückt die erhitzte Folie fest gegen die Formoberfläche, sodass das Material Kurven und Details mit hoher Genauigkeit reproduzieren kann.
Diese Methode bietet eine hervorragende Wiederholgenauigkeit und ist besonders effektiv für Empfangstheken, integrierte Waschbecken, gebogene Möbel und maßgeschneiderte Architekturelemente.
Hydraulisches Pressen
Hydrauliksysteme üben durch mechanische Kompression einen kontrollierten Druck aus. Diese Systeme werden häufig verwendet, wenn Maßgenauigkeit, strukturelle Integrität oder Produktionskonsistenz von entscheidender Bedeutung sind.
Im Vergleich zum Vakuumformen bieten hydraulische Systeme im Allgemeinen einen höheren Druck, erfordern jedoch komplexere Werkzeug- und Ausrüstungsinvestitionen.
V. Formen und Formen
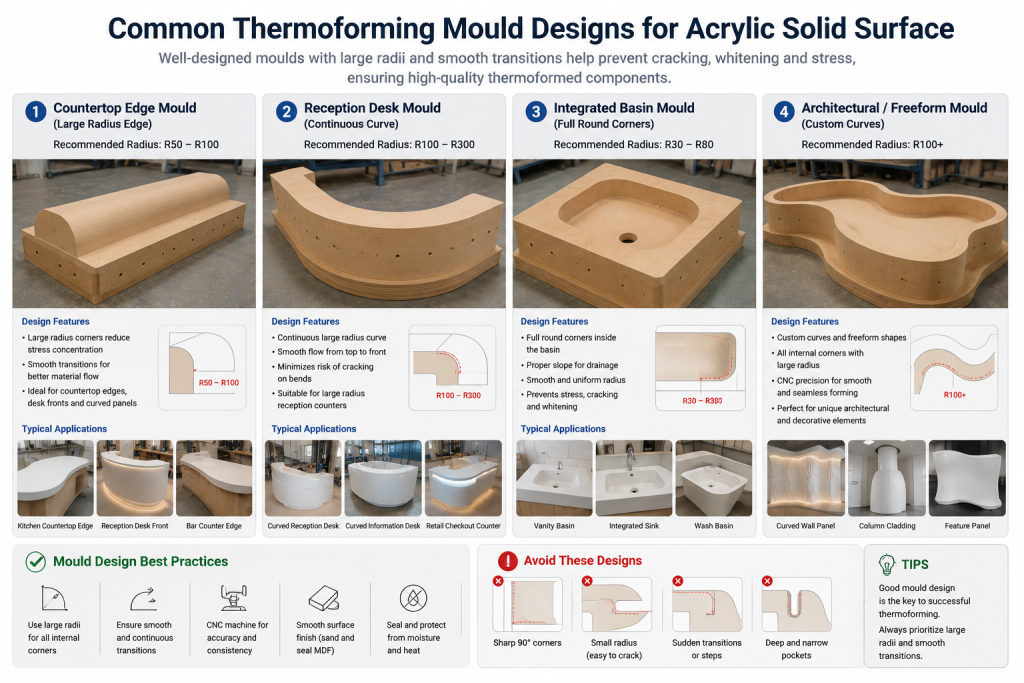
Formen dienen als Grundlage jedes Thermoformvorgangs. Unabhängig von der Materialqualität oder der Heizgenauigkeit führen schlecht gestaltete Formen zu Maßabweichungen, Oberflächenfehlern oder inkonsistenten Formergebnissen.
Gängige Formmaterialien
- MDF
- Sperrholz
- Hartholz
- Verbundwerkstoff-Werkzeugbrett
- Aluminium
- Stahl
Die Wahl des Formmaterials hängt von der Produktionsmenge, den Maßanforderungen, dem Budget und der erwarteten Lebensdauer ab.
Arten von Formen
- Männlicher Schimmel
- Weiblicher Schimmel
- Passende Form
- Vakuumformform
Zusammenpassende Formen erzeugen im Allgemeinen die höchste Maßhaltigkeit und werden häufig für die Herstellung integrierter Becken und präziser Architekturkomponenten verwendet.
Überlegungen zum Formendesign
- Entwurfswinkel
- Release-Eigenschaften
- Wärmeausdehnung
- Radiuskontinuität
- Oberflächenbeschaffenheit
- Lüftungsdesign
Ein gutes Formendesign reduziert die Spannungskonzentration, verbessert die Wiederholbarkeit und erhöht die Fertigungseffizienz.
Vorbereitung und Verwendung von Formen
Vor der Produktion sollten Formoberflächen auf Glätte, Maßhaltigkeit und Trennverhalten überprüft werden. Auch die Formtemperatur sollte berücksichtigt werden, da ein übermäßiger Temperaturunterschied zwischen der erhitzten Platte und der Form das Abkühlverhalten und die endgültige Formstabilität beeinflussen kann.
WIR. Abkühlen
Die Kühlung wird oft unterschätzt, dennoch ist sie einer der wichtigsten Schritte im Thermoformprozess. Das Material muss sicher in der Form gehalten werden, bis die ausreichende Steifigkeit wiederhergestellt ist.
Eine vorzeitige Entnahme aus der Form kann zur Wiederherstellung der Form, zum Verziehen, zur Dimensionsinstabilität oder zur langfristigen Spannungsentwicklung führen.
Bedeutung der kontrollierten Kühlung
Durch die kontrollierte Kühlung können innere Spannungen allmählich abgebaut werden, während die gewünschte Geometrie erhalten bleibt. Eine gleichmäßige Kühlung verbessert die Maßhaltigkeit und verringert das Risiko von Verformungen nach dem Umformen.
Best Practices für die Kühlung
- Formunterstützung während des Abkühlens beibehalten.
- Vermeiden Sie eine erzwungene Abkühlung unmittelbar nach der Umformung.
- Lassen Sie die Temperatur allmählich sinken.
- Vermeiden Sie Zugluft und ungleichmäßige Luftzirkulation.
- Überprüfen Sie vor dem Entformen die Temperatur des Teils.
Überlegungen zur Abkühlzeit
Die Kühldauer variiert je nach Materialstärke, Formmasse, Umgebungstemperatur und Bauteilkomplexität. Die meisten 12-mm-Acryl-Solid-Surface-Anwendungen erfordern etwa 30–45 Minuten kontrollierte Abkühlung, bevor sie aus der Form entfernt werden können.
Bei Tiefzügen, integrierten Becken und großen Architekturelementen können längere Abkühlzeiten erforderlich sein, um eine langfristige Formstabilität zu erreichen.
VII. Letzter Schliff
Sobald das thermogeformte Bauteil den Abkühlzyklus abgeschlossen hat, geht der Fertigungsprozess in die letzte Phase. Der Schwerpunkt dieser Phase liegt auf der Maßverfeinerung, der Nahtintegration, der Oberflächenveredelung und der Qualitätsprüfung. Durch die richtige Endbearbeitung wird sichergestellt, dass das Endprodukt sowohl den optischen als auch den Leistungserwartungen entspricht.
Nahttechniken
Einer der einzigartigen Vorteile von Acryl-Mineraloberflächen ist die Fähigkeit, mit farblich abgestimmten Klebstoffen unauffällige Nähte zu erzeugen. Durch ordnungsgemäß gefertigte Verbindungen können mehrere thermogeformte Komponenten zu größeren Strukturen zusammengefügt werden, während gleichzeitig ein einheitliches Erscheinungsbild erhalten bleibt.
- Farblich abgestimmte Klebesysteme verwenden.
- Klebeflächen sorgfältig vorbereiten.
- Halten Sie den richtigen Klemmdruck aufrecht.
- Lassen Sie den Kleber vor der Fertigstellung vollständig aushärten.
- Überprüfen Sie die Verbindungen auf Kontinuität und Ausrichtung.
Trimmen und Endbearbeitung
Nach dem Thermoformen wird überschüssiges Material mithilfe von CNC-Fräsen, Besäumvorrichtungen oder Präzisionsschneidgeräten entfernt. Anschließend wird das fertige Bauteil geschliffen und veredelt, um die gewünschte Oberflächenbeschaffenheit zu erreichen.
Die Oberflächenbeschaffenheit kann je nach Projektanforderungen von matt bis seidenmatt reichen. Konsequente Schleifverfahren tragen dazu bei, optische Unstimmigkeiten zu beseitigen und das Gesamterscheinungsbild zu verbessern.
Qualitätskontrolle
Professionelle Hersteller überprüfen in der Regel die folgenden Parameter, bevor sie thermogeformte Produkte freigeben:
- Maßhaltigkeit
- Radiuskonsistenz
- Oberflächenerscheinung
- Nahtqualität
- Strukturelle Stabilität
- Farbkonsistenz
- Installationsbereitschaft
VIII. Öfen
Für die Prozesskonsistenz spielt der Thermoformofen eine zentrale Rolle. Gleichmäßige Erwärmung, genaue Temperaturregelung und wiederholbare Leistung sind für erfolgreiche Umformergebnisse unerlässlich.
Übersicht über verschiedene Ofentypen
| Ofentyp | Eigenschaften | Typische Anwendungen |
| Heißluftofen | Gleichmäßige Erwärmung | Allgemeines Thermoformen |
| Konvektionsofen | Kontrollierte Luftzirkulation | Große Blattbildung |
| Plattenpressofen | Direkte Wärmeübertragung | Schnelle Produktionszyklen |
| Infrarotofen | Schnelles Aufheizen | Spezialisierte Anwendungen |
Kalibrierung von Öfen
Die Kalibrierung sollte regelmäßig durchgeführt werden, um sicherzustellen, dass die tatsächlichen Temperaturen mit den programmierten Einstellungen übereinstimmen. Schon kleine Temperaturabweichungen können die Flexibilität, das Kühlverhalten und die Endproduktqualität beeinflussen.
Best Practices für die Verwendung im Ofen
- Heizen Sie die Öfen vor, bevor Sie Material einlegen.
- Überprüfen Sie die Temperaturstabilität vor der Produktion.
- Sorgen Sie für eine gute Luftzirkulation.
- Vermeiden Sie eine Überhitzung, die über die Empfehlungen des Herstellers hinausgeht.
- Überwachen Sie die Temperatur während des gesamten Zyklus.
- Zeichnen Sie Prozessparameter auf, um die Wiederholbarkeit zu gewährleisten.
IX. Thermoformungsspezifikationen für verschiedene Marken von Solid Surface
Vergleich der Thermoformanforderungen verschiedener Marken
Obwohl feste Oberflächenmaterialien aus Acryl viele gemeinsame Eigenschaften aufweisen, können die Thermoformungsanforderungen je nach Hersteller aufgrund von Unterschieden bei Harzsystemen, Füllstoffgehalt, Pigmenten, proprietären Formulierungen, Plattendicken und veröffentlichten Herstellungsrichtlinien variieren.
Der folgende Vergleich fasst Thermoformungsempfehlungen großer Mineralwerkstoffmarken zusammen und dient als Kurzreferenz für Hersteller, die verschiedene Materialien bewerten. Überprüfen Sie vor der Produktion stets die aktuelle technische Dokumentation des Herstellers.
| Marke | Heiztemperatur | Erhitzungszeit | Materialstärke | Kühlzeit | Besondere Überlegungen |
| Corian | 160°C – 170°C | 25 – 35 Min | 12 mm (1/2″) | 45 Min | Bei dunklen Farben kann es zu Farbveränderungen kommen |
| Akrion | 160°C – 170°C | 20 – 30 Min | 12 mm (1/2″) | 40 Min | Eine gründliche Kühlung ist entscheidend für die Formerhaltung |
| Tristone | 150°C | 15 – 20 Min | 9 mm (3/8″) | 30 Minuten | Ermöglicht die Erstellung fließender Designs |
| Wilson-Kunst | 160°C | 25 – 35 Min | 12 mm (1/2″) | 40 Min | Entscheidend ist die ordnungsgemäße Erwärmung des gesamten Blechs |
| Crion | 140 °C (285 °F) | 18 Min | 12 mm (1/2″) | 30 Minuten | Thermoformverfahren für komplizierte Designs |
| LG Hausys | 155°C – 165°C | 20 – 30 Min | 6 mm (1/4″) | 35 Min | Transparente Partikel lassen sich möglicherweise nicht gut thermoformen |
| Starron | 150°C | 18 – 25 Min | 9 mm (3/8″) | 30 Minuten | Geeignet zum Erstellen von 3D-Formen |
| Hanex | 160°C – 170°C | 25 – 35 Min | 12 mm (1/2″) | 40 Min | Eine gründliche Kühlung ist entscheidend für die Formerhaltung |
| Meganit | 155°C – 160°C | 20 – 30 Min | 6 mm (1/4″) | 35 Min | Die Materialflexibilität hängt von der jeweiligen Mischung ab |
| Aristech-Oberflächen | 160°C | 25 – 35 Min | 12 mm (1/2″) | 40 Min | Beim Thermoformen dunkler Farben ist Vorsicht geboten |
| Durasein | 155°C – 165°C | 20 – 30 Min | 6 mm (1/4″) | 40 Min | Nicht für horizontale Anwendungen geeignet |
Dieser Vergleich bietet einen praktischen Überblick über Temperatur, Zeit, Materialstärke, Kühlung und besondere Überlegungen führender Solid-Surface-Marken. Da sich einzelne Farben und Rezepturen beim Erhitzen und Formen unterschiedlich verhalten können, sollten Hersteller diese Tabelle als Referenz und nicht als Ersatz für projektspezifische Tests verwenden.
Wichtige Beobachtungen aus dem Markenvergleich
- Die meisten Marken bilden sich im Temperaturbereich von 150–170 °C. Dies bestätigt die Bedeutung einer stabilen Ofensteuerung anstelle einer übermäßigen Erwärmung.
- 12-mm-Platten werden häufig für das kommerzielle Thermoformen verwendet. Allerdings veröffentlichen einige Marken auch Empfehlungen für 6-mm- oder 9-mm-Anwendungen.
- Die Abkühlzeit ist entscheidend. Viele Marken legen Wert auf eine Abkühlzeit von 30–45 Minuten, um die Formstabilität aufrechtzuerhalten.
- Dunkle Farben und Spezialpartikel erfordern Vorsicht. Pigmente, Partikel und Transluzenz können das Thermoformverhalten beeinflussen.
- Die Dokumentation des Herstellers bleibt unerlässlich. Veröffentlichte Daten können sich ändern und jedes Projekt sollte vor der Produktion überprüft werden.
Branchenvergleichsanalyse zum Thermoformen
Corian, HIMACS, Hanex, Staron, Krion, Tristone, Wilsonart, Meganite, Durasein, Aristech Surfaces und ACRION repräsentieren alle unterschiedliche Ansätze für die Formulierung und Unterstützung bei der Herstellung von festen Acryloberflächen. Der obige Vergleich zeigt, dass die Thermoformleistung nicht allein von der Temperatur abhängt. Materialzusammensetzung, Pigmentierung, Blechdicke, Formdesign, gleichmäßige Erwärmung und Kühlkontrolle tragen alle zum Endergebnis bei.
Für eine professionelle Fertigung besteht die beste Praxis darin, Herstellerempfehlungen mit internen Prüfprotokollen zu kombinieren. Dies ist besonders wichtig für anspruchsvolle Anwendungen wie integrierte Becken, Kurven mit engen Radien, große Empfangstheken und komplexe Architekturelemente.
Reines Acryl vs. modifiziertes Acryl-Thermoformen
Eine der häufigsten Fragen von Herstellern ist, ob reines Acryl oder modifizierte Acryl-Feststoffoberflächen beim Thermoformen besser abschneiden. Obwohl beide Materialien unter geeigneten Bedingungen thermogeformt werden können, unterscheiden sich ihre Leistungsmerkmale erheblich.
| Eigentum | Reines Acryl | Modifiziertes Acryl |
| Flexibilität | Exzellent | Mäßig |
| Formbeständigkeit | Exzellent | Gut |
| Formung kleiner Radien | Besser | Beschränkt |
| Komplexe Kurven | Exzellent | Mäßig |
| Integrierte Beckenproduktion | Exzellent | Beschränkt |
| Architekturanwendungen | Sehr gut geeignet | Projektabhängig |
Für anspruchsvolle Anwendungen wie integrierte Waschbecken, geschwungene Empfangstresen, Gesundheitsumgebungen und maßgeschneiderte architektonische Installationen gilt Reinacryl-Feststoffoberfläche aufgrund seines überlegenen Thermoformverhaltens, seiner Formgedächtniseigenschaften und seiner langfristigen Dimensionsstabilität im Allgemeinen als das bevorzugte Material.
Modifizierte Acrylmaterialien bleiben für viele Projekte eine kostengünstige Lösung, erfordern jedoch im Vergleich zu reinen Acrylalternativen möglicherweise größere Radien und konservativere Formungsparameter.
X. Prozessentwicklung und Fehlerbehebung
Auch bei gut konstruierten Formen und richtig kalibrierten Geräten kann es gelegentlich zu Herausforderungen beim Thermoformen kommen. Durch die Führung detaillierter Prozessaufzeichnungen und die Implementierung strukturierter Fehlerbehebungsverfahren können Hersteller die Konsistenz verbessern, Abfall reduzieren und die Produktionseffizienz optimieren.
Prozessdokumentation
Professionelle Verarbeiter erfassen in der Regel für jedes Thermoformprojekt die folgenden Parameter:
- Materialart und Farbe
- Blechdicke
- Heiztemperatur
- Heizdauer
- Schimmelerkennung
- Formtemperatur
- Kühldauer
- Umgebungstemperatur in der Werkstatt
- Betreiberinformationen
- Produktionsergebnisse
Durch die konsequente Führung von Aufzeichnungen können Prozessvariablen im Laufe der Zeit analysiert und optimiert werden.
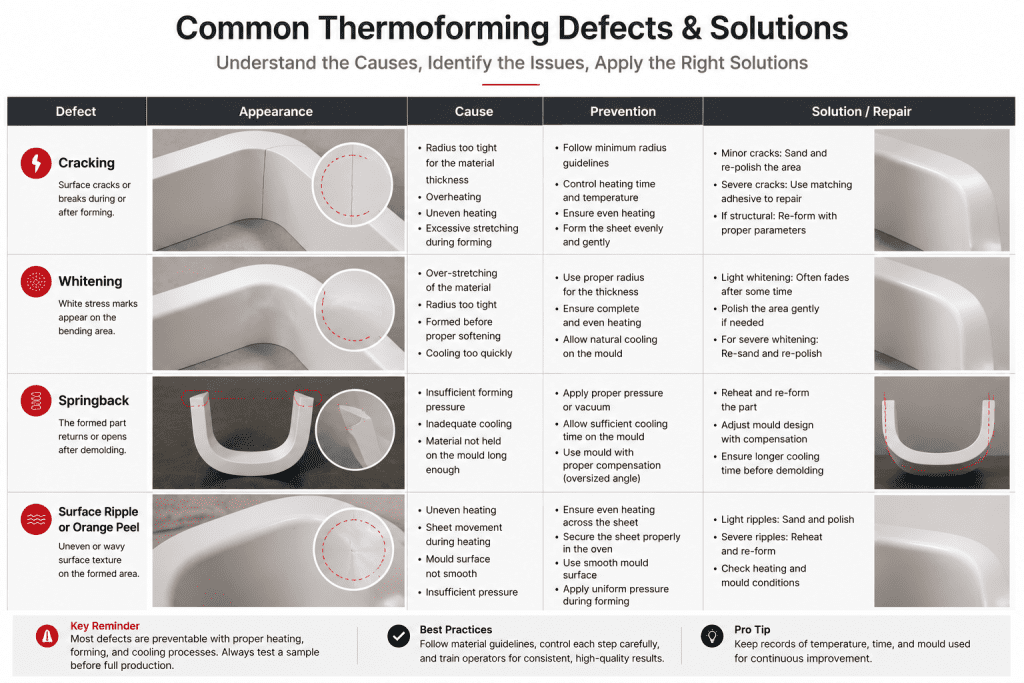
Häufige Thermoformfehler und Lösungen
| Ausgabe | Mögliche Ursache | Empfohlene Lösung |
| Aufhellung | Unzureichende Erwärmung oder übermäßige Belastung | Erhöhen Sie die Heizkonsistenz und überprüfen Sie das Radiusdesign |
| Knacken | Radius zu klein oder Material überbeansprucht | Radius vergrößern und Temperaturprofil überprüfen |
| Faltenbildung | Übermäßige Kompression beim Formen | Überprüfen Sie das Formendesign und den Materialfluss |
| Formwiederherstellung | Unzureichende Abkühlzeit | Vor dem Entformen die Abkühldauer verlängern |
| Oberflächenmarkierungen | Schimmelfehler | Verbessern Sie die Oberflächenbeschaffenheit und Wartung der Form |
| Farbwechsel | Überhitzung | Umformtemperatur und Zykluszeit reduzieren |
Die meisten Thermoformfehler können durch eine ordnungsgemäße Temperaturkontrolle, eine Optimierung des Formdesigns und die Einhaltung der Herstellerempfehlungen minimiert werden.
Optimierung des Thermoformprozesses
Die Prozessoptimierung erfordert die Identifizierung des limitierenden Faktors in jedem Produktionszyklus. Heiztemperatur, Formdesign, Formgeschwindigkeit, Abkühldauer und Materialstärke sollten sorgfältig auf der Grundlage der Testergebnisse angepasst werden. Die Bevorzugung des Materialgleitens gegenüber übermäßiger Dehnung und Kompression gegenüber unkontrollierter Dehnung trägt dazu bei, Verformungen zu reduzieren und die Wiederholbarkeit zu verbessern.
Beheben häufiger Probleme
Herausforderungen beim Thermoformen sollten systematisch angegangen werden. Eine Aufhellung kann auf unzureichende Hitze oder übermäßige Belastung hinweisen. Falten können auf eine übermäßige Kompression oder ein schlechtes Formdesign hinweisen. Ein Riss kann durch scharfe Kanten, Quetschungen oder eine Überschreitung der Materialkapazität entstehen. Oberflächenmarkierungen deuten oft auf Probleme mit der Gussformoberfläche hin. Jeder Defekt sollte durch Temperaturaufzeichnungen, Schimmelinspektion und Formungsbeobachtungen bewertet werden.
XI. Sicherheitsaspekte
Beim Thermoformen sind erhöhte Temperaturen, beheizte Geräte und große Materialhandhabungsvorgänge erforderlich. Die Festlegung sicherer Arbeitsabläufe ist für den Schutz des Personals und die Aufrechterhaltung effizienter Produktionsumgebungen von entscheidender Bedeutung.
Persönliche Schutzausrüstung (PSA)
- Hitzebeständige Handschuhe
- Schutzbrille
- Schutzschuhe
- Langärmlige Arbeitskleidung
- Gehörschutz, wo erforderlich
Best Practices für die Sicherheit in der Werkstatt
- Sorgen Sie für ausreichende Belüftung.
- Halten Sie Notausgänge frei.
- Überprüfen Sie die Öfen regelmäßig.
- Schulen Sie die Bediener in der sicheren Materialhandhabung.
- Befolgen Sie die Bedienungsanleitung des Herstellers.
- Halten Sie Notfallmaßnahmen ein.
Sicherheit sollte in jede Phase des Thermoformprozesses integriert werden, von der Materialvorbereitung bis zur Endfertigung.
Häufig gestellte Fragen
Welche Temperatur ist für das Thermoformen fester Oberflächen erforderlich?
Die meisten festen Oberflächenmaterialien aus reinem Acryl werden in einem Temperaturbereich von etwa 160–170 °C (320–338 °F) thermogeformt. Die tatsächlichen Anforderungen können je nach Marke, Farbe, Blechdicke und Projektgeometrie variieren.
Kann Quarz thermogeformt werden?
Nein. Quarzoberflächen können nicht auf die gleiche Weise thermogeformt werden wie feste Acryloberflächen. Thermoformen ist eine einzigartige Eigenschaft, die vor allem bei Mineralwerkstoffen auf Acrylbasis auftritt.
Schwächt die Thermoformung die feste Oberfläche?
Wenn die Thermoformung gemäß den Empfehlungen des Herstellers durchgeführt wird, wird die feste Acryloberfläche nicht wesentlich geschwächt. Die richtige Heizung, Kühlung und Radiusgestaltung sind für die Aufrechterhaltung der langfristigen Leistung von entscheidender Bedeutung.
Was ist der minimale Biegeradius für feste Oberflächen?
Der Mindestradius hängt von der Materialart, der Dicke, der Farbe und den Umformbedingungen ab. Hersteller sollten die Richtlinien des Herstellers konsultieren und Tests für anspruchsvolle Anwendungen durchführen.
Kann feste Oberfläche erneut erhitzt und umgeformt werden?
In vielen Fällen kann Acryl-Mineraloberfläche innerhalb bestimmter Grenzen erneut erhitzt und umgeformt werden. Wiederholte Thermoformzyklen können jedoch die Materialleistung beeinträchtigen und sollten sorgfältig bewertet werden.
Welches Mineralwerkstoffmaterial eignet sich am besten zum Thermoformen?
Aufgrund seiner überlegenen Flexibilität, Formbeständigkeit und der Fähigkeit, engere Radien zu erzielen, gilt reines Acryl-Solid-Surface im Allgemeinen als das bevorzugte Material für anspruchsvolle Thermoformanwendungen.
XII. Abschluss
Das Thermoformen fester Oberflächen ist nach wie vor eine der leistungsstärksten Fertigungstechniken, die Architekten, Designern und Herstellern zur Verfügung stehen. Durch die Kombination von kontrollierter Erwärmung, Präzisionsformen, geeigneten Kühlverfahren und professionellen Endbearbeitungsmethoden können Acryl-Mineraloberflächenplatten in nahtlose dreidimensionale Formen umgewandelt werden, die sowohl funktionalen als auch ästhetischen Wert bieten.
Von integrierten Waschbecken und Theken im Gesundheitswesen bis hin zu geschwungenen Empfangstresen und maßgeschneiderten architektonischen Installationen erweitert die Thermoformung die Gestaltungsmöglichkeiten moderner Mineralwerkstoffe immer weiter.
Der Erfolg hängt letztendlich vom Verständnis des Materialverhaltens, der Befolgung der Herstellerempfehlungen und der Umsetzung konsistenter Herstellungspraktiken in jeder Phase des Prozesses ab.
Thermoformbare feste Acryloberfläche von ACRION
ACRION stellt feste Oberflächenplatten aus reinem Acryl her, die für Fertigungs-, Thermoform- und Architekturanwendungen entwickelt wurden. Unsere Materialien werden weltweit häufig für integrierte Waschbecken, gebogene Empfangstresen, Gesundheitsprojekte, Innenräume im Gastgewerbe, Einzelhandelseinrichtungen und kundenspezifische kommerzielle Installationen verwendet.
- Feste Oberfläche aus reinem Acryl
- Thermoformfreundliche Formulierungen
- Integrierte Beckenfertigung
- Unterstützung bei Architekturprojekten
- OEM & Sonderanfertigung
- Globale Exporterfahrung
Weiter lernen:
Was ist eine feste Acryloberfläche?