Última actualización: junio 2026
Conozca el proceso completo de termoformado de superficies sólidas, incluida la preparación del material, la temperatura de calentamiento, el diseño de moldes, las técnicas de doblado, los procedimientos de enfriamiento, la resolución de problemas y las mejores prácticas de fabricación para aplicaciones de superficies sólidas acrílicas.
Datos rápidos sobre termoformado
| Material | Superficie sólida de acrílico puro |
| Espesor típico | 12mm |
| Temperatura de formación | 160–170°C |
| Temperatura de enfriamiento | Por debajo de 45°C |
| Aplicaciones comunes | Lavabos integrados, mostradores de recepción, mostradores de atención médica, accesorios para comercios minoristas |
| Material recomendado | Superficie sólida de acrílico puro |
¿Qué es el termoformado de superficies sólidas?
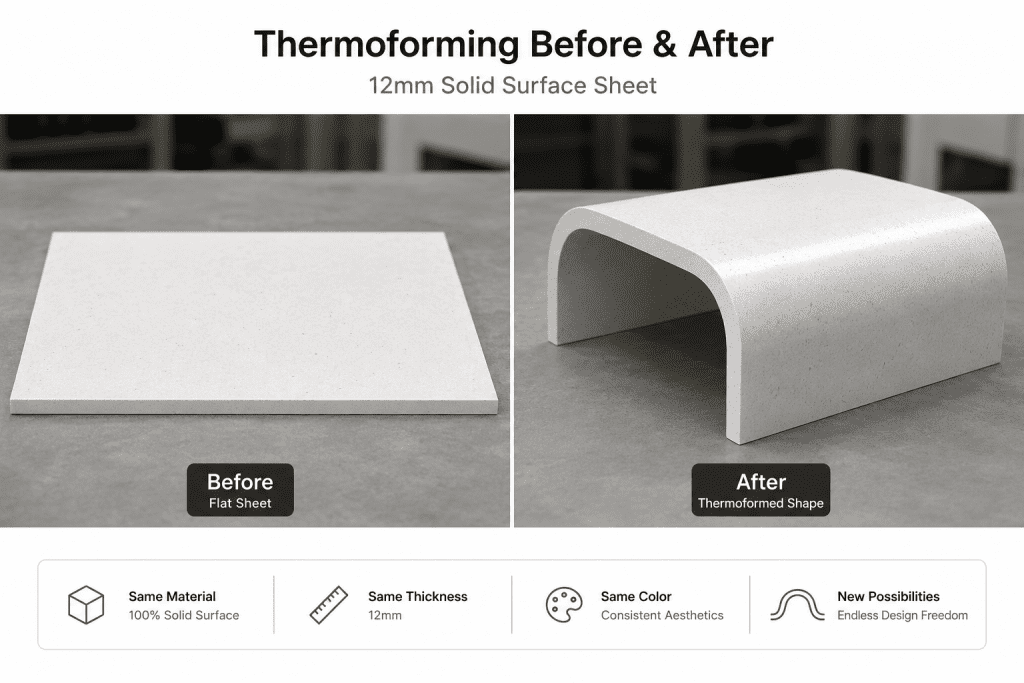
El termoformado de superficies sólidas es el proceso de calentar láminas acrílicas de superficie sólida hasta que se vuelven lo suficientemente flexibles como para doblarlas, moldearlas o darles formas curvas y tridimensionales. Una vez calentado al rango de temperatura apropiado, el material puede formarse sobre moldes y mantenerse en forma durante la etapa de enfriamiento.
A diferencia de los materiales de cuarzo, granito, porcelana o cerámica, la superficie sólida acrílica posee características de termoformado únicas que permiten a los fabricantes crear curvas perfectas, fregaderos integrados, encimeras redondeadas, muebles esculturales y elementos arquitectónicos personalizados. Esta capacidad es una de las ventajas definitorias que distingue la superficie sólida acrílica de muchos materiales de superficie de la competencia.
El termoformado se ha convertido en una técnica de fabricación fundamental en proyectos comerciales, sanitarios, hoteleros, minoristas y residenciales. Los diseñadores y fabricantes utilizan superficies sólidas termoformadas para lograr geometrías fluidas y transiciones perfectas que serían difíciles o imposibles de fabricar con materiales de piedra tradicionales.
Marcas premium de superficies sólidas acrílicas como Corian®, HIMACS®, Staron®, Krion®, Hanex®, Tristone® y ACRION® son reconocidas por sus capacidades de termoformado. Sin embargo, el rendimiento real puede variar según la formulación, la colección de colores, el espesor de la lámina, el método de calentamiento y el procedimiento de fabricación.
Aplicaciones comunes de termoformado
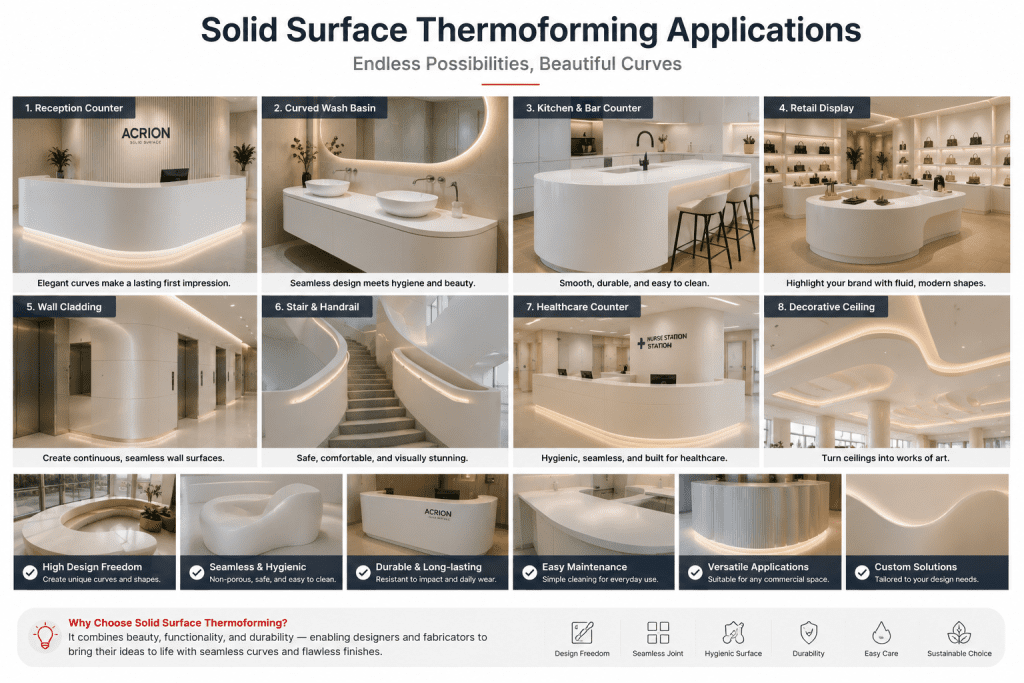
La versatilidad del termoformado de superficies sólidas acrílicas permite a los fabricantes crear una amplia gama de productos funcionales y arquitectónicos. A continuación se presentan algunas de las aplicaciones más comunes que se encuentran en proyectos comerciales y residenciales modernos.
Lavabos Integrados
Los lavabos termoformados se encuentran entre las aplicaciones más reconocibles de la superficie sólida acrílica. Al combinar calor, moldes y fabricación de precisión, los fabricantes pueden crear sistemas de lavabos sin costuras con radios suaves, higiene mejorada y estética contemporánea.
Mostradores de recepción curvos
Hoteles, oficinas corporativas, aeropuertos y desarrollos comerciales utilizan con frecuencia mostradores de recepción termoformados para lograr diseños arquitectónicos fluidos. Las curvas fluidas ayudan a crear experiencias visuales premium mientras mantienen la durabilidad a largo plazo.
Mostradores de atención médica
Los entornos sanitarios se benefician de las superficies sólidas termoformadas debido a sus características no porosas y su capacidad para reducir las juntas difíciles de limpiar. Ejemplos comunes son estaciones de enfermería curvas, lavabos integrados y encimeras sin costuras.
Muebles de exhibición al por menor
Las marcas minoristas suelen utilizar superficies sólidas termoformadas para fabricar mesas de exhibición, paredes destacadas, exhibidores de productos y accesorios personalizados. La capacidad de crear curvas continuas respalda conceptos de diseño minorista premium.
I. Introducción
El termoformado de superficies sólidas es una de las técnicas de fabricación más valiosas disponibles en la industria de superficies arquitectónicas. Al calentar cuidadosamente láminas de superficie sólida acrílica y darles forma sobre moldes, los fabricantes pueden crear curvas perfectas, fregaderos integrados, muebles esculturales y elementos arquitectónicos tridimensionales personalizados que son difíciles o imposibles de lograr con materiales de piedra tradicionales.
El proceso combina ciencia de materiales, control de temperatura, ingeniería de moldes y experiencia en fabricación. Cuando se ejecuta correctamente, el termoformado permite a los diseñadores transformar láminas planas en formas funcionales y visualmente llamativas, manteniendo al mismo tiempo las características de rendimiento que hacen de la superficie sólida acrílica un material preferido para aplicaciones comerciales, sanitarias, hoteleras, minoristas y residenciales.
Descripción general del termoformado de superficies sólidas
El termoformado implica calentar una lámina de superficie sólida acrílica a un rango de temperatura controlado donde el material se vuelve flexible y moldeable. Luego, la lámina calentada se transfiere a un molde, una prensa de vacío o un dispositivo de formación donde se le da la geometría deseada antes de enfriarla y estabilizarla.
A diferencia de los métodos de flexión mecánica que pueden inducir concentraciones de tensión, el termoformado permite remodelar el material de manera uniforme. Este proceso permite fabricar radios suaves, curvas fluidas, cuencos integrados, encimeras redondeadas y formas arquitectónicas complejas, preservando al mismo tiempo la continuidad de la superficie y la calidad estética.
Importancia y aplicaciones
La importancia del termoformado se extiende más allá de la estética. Las formas curvas suelen mejorar la ergonomía, la higiene, la seguridad y la experiencia del usuario. Las transiciones perfectas eliminan las trampas de suciedad, reducen los requisitos de limpieza y contribuyen al lenguaje de diseño contemporáneo cada vez más preferido por arquitectos y diseñadores de interiores.
Hoy en día, los componentes de superficie sólida termoformada se utilizan ampliamente en lavabos integrados, mostradores de recepción, estaciones de enfermería, encimeras de laboratorio, mostradores de servicio de aeropuertos, accesorios de venta minorista, interiores de hoteles, instalaciones educativas y aplicaciones de muebles personalizados. A medida que las tecnologías de fabricación continúan evolucionando, el termoformado sigue siendo una de las ventajas definitorias de los materiales acrílicos de superficie sólida.
Esta guía proporciona una descripción general completa del proceso de termoformado, incluida la preparación de materiales, técnicas de calentamiento, diseño de moldes, métodos de conformación, procedimientos de enfriamiento, estrategias de resolución de problemas y las mejores prácticas utilizadas por fabricantes profesionales en todo el mundo.
II. Preparación de materiales
El termoformado exitoso comienza mucho antes de que una hoja entre al horno. La selección de materiales, la preparación de las láminas, la calidad de los bordes, la planificación dimensional y la inspección de defectos influyen en el resultado final del conformado. La preparación adecuada reduce el riesgo de agrietamiento, blanqueamiento, distorsión e imprecisiones dimensionales durante el proceso de termoformado.
Selección de materiales
No todos los materiales de superficie sólida exhiben un rendimiento de termoformado idéntico. La superficie sólida acrílica pura generalmente proporciona flexibilidad, retención de forma y estabilidad a largo plazo superiores en comparación con las formulaciones acrílicas modificadas. La selección del material debe considerar el radio requerido, la complejidad de la forma, el entorno del proyecto y el método de fabricación.
Para aplicaciones exigentes que involucran radios estrechos, fregaderos integrados, curvas profundas o formas altamente esculturales, la superficie sólida acrílica pura suele ser la opción preferida debido a sus características de termoformado mejoradas.
Descripción general de materiales
Las láminas acrílicas de superficie sólida son compuestos de ingeniería que consisten principalmente en resina acrílica y rellenos minerales. Su composición única permite que el material se ablande cuando se calienta mientras mantiene suficiente integridad estructural para darle formas precisas.
Diferentes colores y formulaciones pueden presentar ligeras variaciones en el comportamiento de termoformado. Los colores oscuros, los diseños con muchas partículas, las colecciones translúcidas y los efectos decorativos especiales pueden requerir ajustes en el proceso para lograr resultados óptimos.
Capacidad y preparación de materiales
Antes de que comience el termoformado, las láminas deben cortarse ligeramente sobredimensionadas para acomodar las operaciones de recorte después del conformado. Los fabricantes deben inspeccionar cuidadosamente todas las superficies en busca de astillas, rayones, grietas, contaminación o defectos de fabricación que podrían amplificarse durante el calentamiento y el moldeado.
Las imperfecciones de la superficie a menudo actúan como puntos de concentración de tensiones durante el conformado y pueden aumentar el riesgo de falla. Una preparación cuidadosa ayuda a garantizar un comportamiento constante del material durante todo el proceso.
Herramientas necesarias para la preparación del material
Las operaciones de termoformado profesionales dependen de equipos de preparación precisos. Las herramientas típicas incluyen enrutadores CNC, sierras de paneles, equipos de recorte, sistemas de lijado, dispositivos de medición, plantillas y herramientas de inspección. Siempre se debe utilizar equipo de protección personal adecuado durante los procedimientos de preparación y fabricación.
Una estación de trabajo limpia y organizada contribuye significativamente a la calidad de la fabricación. Establecer procedimientos de preparación repetibles ayuda a mejorar la consistencia, reducir el desperdicio y mejorar la eficiencia de producción durante todo el proceso de termoformado.
III. Calefacción de material de superficie sólida
El calentamiento es la etapa más crítica del proceso de termoformado. El control adecuado de la temperatura influye directamente en la flexibilidad del material, la estabilidad dimensional, la apariencia de la superficie y la calidad del producto final. Un calentamiento insuficiente puede provocar blanqueamiento, agrietamiento o formación incompleta, mientras que un calentamiento excesivo puede provocar decoloración, degradación de la superficie o daño permanente al material.
Los fabricantes profesionales equilibran cuidadosamente la temperatura, la duración del calentamiento, el espesor de la lámina, la complejidad del molde y la formulación del material para lograr resultados de termoformado consistentes.
Tabla de referencia de termoformado rápido
| Parámetro | Recomendación típica |
| Tipo de material | Superficie sólida de acrílico puro |
| Espesor de la hoja | 12mm |
| Temperatura de formación | 160–170 °C (320–338 °F) |
| Tiempo de calentamiento | 20–35 minutos |
| Temperatura de enfriamiento | Por debajo de 45°C |
| Duración del enfriamiento | 30–45 minutos |
| Radio recomendado | 3T–10T dependiendo del material |
| El mejor material para curvas complejas | Superficie sólida de acrílico puro |
A. Precalentamiento
El precalentamiento sienta las bases para un termoformado exitoso. El objetivo es elevar la temperatura de toda la lámina de manera uniforme para que el material alcance un estado flexible y moldeable sin crear puntos calientes localizados o concentraciones de estrés térmico.
El calentamiento uniforme es particularmente importante al formar paneles grandes, lavabos integrados, curvas profundas o formas tridimensionales complejas. El calentamiento desigual puede provocar un estiramiento inconsistente y una deformación superficial indeseable.
Métodos de calentamiento
- Hornos de circulación de aire – Más común para la fabricación profesional.
- Hornos de prensa de platina – Transferencia de calor más rápida por contacto directo.
- Hornos de convección – Calentamiento uniforme para hojas más grandes.
- Sistemas de calefacción por infrarrojos – Se utiliza selectivamente para aplicaciones específicas.

Rango de calentamiento recomendado
| Material | Temperatura recomendada |
| Superficie sólida de acrílico puro | 160–170°C |
| Superficie sólida acrílica modificada | 150–165°C |
Los fabricantes siempre deben verificar las recomendaciones proporcionadas por el fabricante del material, ya que las formulaciones y colecciones de colores pueden requerir ajustes específicos.
Calibración del horno
La calibración precisa del horno es esencial para mantener la consistencia del proceso. La calibración regular ayuda a verificar que las temperaturas reales del horno coincidan con los puntos de ajuste programados. En entornos de producción, se deben realizar verificaciones de calibración periódicamente para evitar desviaciones que puedan afectar la calidad del conformado.
B. Flexibilidad del material

Una vez que se alcanza la temperatura objetivo, la lámina ingresa a su ventana de termoformado donde la flexibilidad alcanza un nivel óptimo para darle forma. Durante esta etapa, el material se puede transferir a moldes o sistemas de conformado al vacío.
Factores que afectan la flexibilidad
- Formulación de materiales
- Espesor de la hoja
- Duración del calentamiento
- Color del material
- Contenido de carga mineral
- Temperatura ambiente del taller
La superficie sólida acrílica pura generalmente demuestra una mayor flexibilidad y una menor memoria de forma en comparación con las alternativas acrílicas modificadas, lo que la hace más adecuada para aplicaciones de termoformado de radio estrecho.
Técnicas para mejorar la formabilidad
Para diseños desafiantes, los fabricantes pueden reducir selectivamente el espesor del material, modificar la geometría del molde, aumentar los radios de formación u optimizar los ciclos de calentamiento. Estos ajustes ayudan a mejorar el flujo de material y al mismo tiempo minimizan las concentraciones de tensión durante el moldeado.
Infiel

Durante la etapa de calentamiento final, mantener la estabilidad de la temperatura es más importante que simplemente aumentar el calor. Aumentar excesivamente la temperatura del horno puede acortar el tiempo de calentamiento, pero también aumenta el riesgo de sobrecalentamiento, decoloración, desarrollo de tensiones internas y daños en la superficie.
Medición y control de temperatura
Los fabricantes profesionales utilizan una combinación de métodos de monitoreo para verificar la temperatura del material:
- Termómetros infrarrojos
- Termopares de contacto
- Sensores de temperatura integrados
- Sistemas de monitorización de hornos
La medición constante de la temperatura ayuda a garantizar que cada hoja ingrese a la etapa de formación dentro de la ventana de termoformado correcta. Esta práctica mejora significativamente la repetibilidad y reduce los defectos de producción.
Precauciones importantes sobre la calefacción
- Evite el sobrecalentamiento más allá de las recomendaciones del fabricante.
- Mantenga una circulación de aire uniforme en todo el horno.
- No apile hojas durante el calentamiento.
- Asegúrese de que las sábanas estén completamente apoyadas durante los ciclos de calentamiento.
- Verifique la calibración periódicamente.
- Transfiera las láminas calientes a los moldes lo antes posible.
El éxito del termoformado depende de lograr un equilibrio entre temperatura, tiempo, flexibilidad del material y velocidad de formado. Los procedimientos de calentamiento bien controlados crean las condiciones necesarias para productos termoformados de alta calidad con excelente estabilidad dimensional y apariencia superficial.
IV. Doblar y dar forma
Una vez que el material alcanza la temperatura de termoformado correcta, entra en la etapa de conformación. Esta fase determina la geometría final, la precisión dimensional y la calidad de la superficie del componente terminado. El manejo adecuado durante la transferencia y el conformado es esencial porque el material permanece muy flexible mientras está caliente y puede deformarse por su propio peso si no tiene soporte.
Comprender el radio de formación
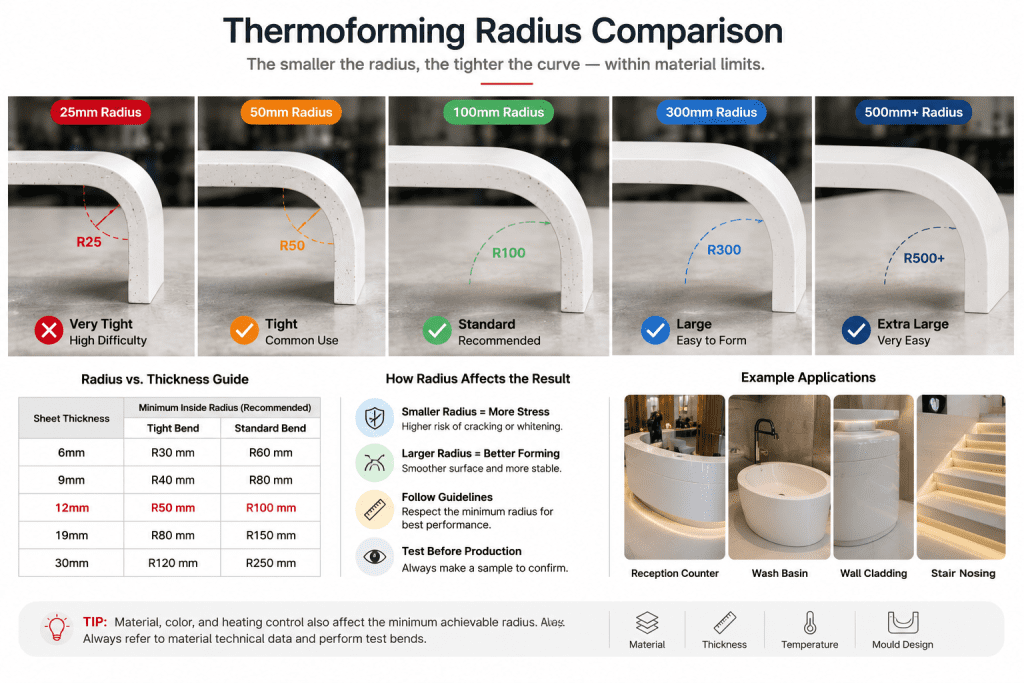
Una de las consideraciones de diseño más importantes en el termoformado es el radio de curvatura. Cada material de superficie sólida tiene un radio de formación mínimo determinado por la formulación, el espesor, el color y las condiciones de calentamiento. Intentar formar radios más estrechos que los recomendados puede provocar blanqueamiento, agrietamiento, tensión superficial o recuperación de la forma a largo plazo.
| Espesor del material | Radio típico recomendado |
| 6 milímetros | 20-50 milímetros |
| 12mm | 50-120 milímetros |
| Diseños de conformado especiales | Se requieren pruebas específicas del proyecto |
Técnicas para doblar y dar forma
- Formación de drapeado – Se permite que el material se adapte naturalmente sobre un molde.
- Doblado de bordes – Común para encimeras y mostradores de recepción.
- Conformado al vacío – Se utiliza para precisión y repetibilidad.
- Formación de moldes combinados – Adecuado para formas tridimensionales complejas.
- Formación integrada de cuencas – Proceso especializado para la fabricación de fregaderos.
La técnica seleccionada debe equilibrar la apariencia, la estabilidad dimensional, la eficiencia de producción y las limitaciones del material.
Termoformado de lavabo integrado
Los lavabos integrados representan una de las aplicaciones más reconocidas del termoformado de superficies sólidas acrílicas. Mediante calentamiento controlado y moldes combinados, los fabricantes pueden crear estructuras de cuencos sin costuras con radios internos suaves y transiciones higiénicas.
Este proceso se utiliza ampliamente en hostelería, atención sanitaria, baños comerciales, instalaciones educativas y proyectos de baños residenciales donde la durabilidad, la facilidad de limpieza y la continuidad visual son importantes.
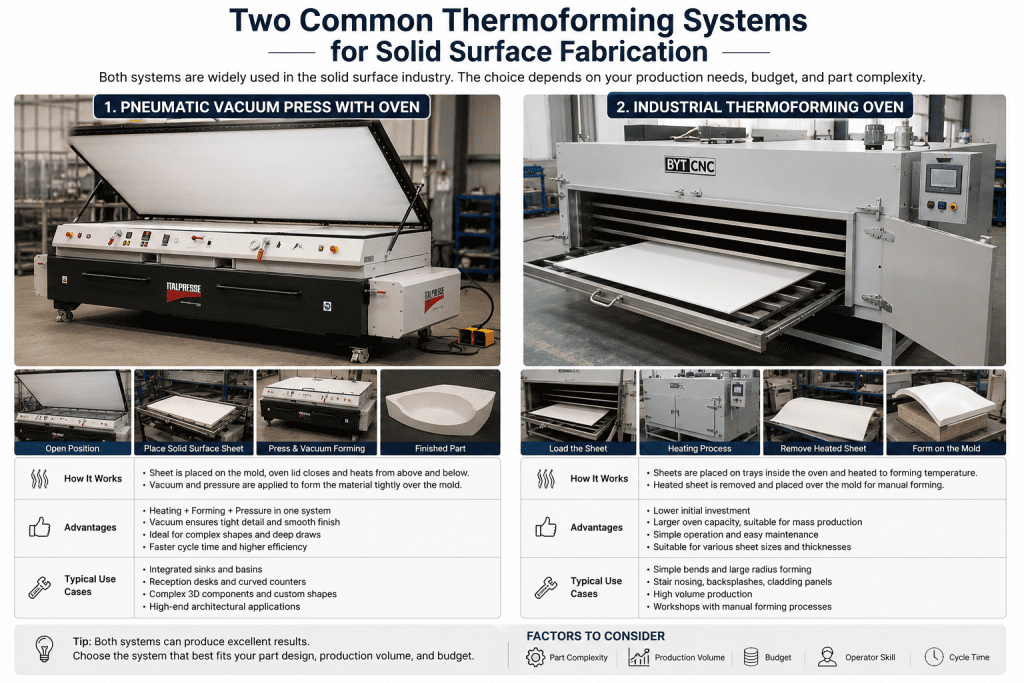
Enfoques de modelado (prensado al vacío) & prensado hidráulico)

Prensado al vacío
El prensado al vacío es una de las tecnologías de termoformado más adoptadas en la industria de superficies sólidas. Una membrana de vacío tira la lámina calentada firmemente contra la superficie del molde, lo que permite que el material reproduzca curvas y detalles con gran precisión.
Este método ofrece una excelente repetibilidad y es particularmente eficaz para mostradores de recepción, lavabos integrados, muebles curvos y elementos arquitectónicos personalizados.
Prensado Hidráulico
Los sistemas hidráulicos aplican presión controlada mediante compresión mecánica. Estos sistemas se utilizan comúnmente cuando la precisión dimensional, la integridad estructural o la consistencia de la producción son críticas.
En comparación con el conformado por vacío, los sistemas hidráulicos generalmente proporcionan una presión más alta pero requieren una inversión en herramientas y equipos más complejos.
V. Formas y Moldes
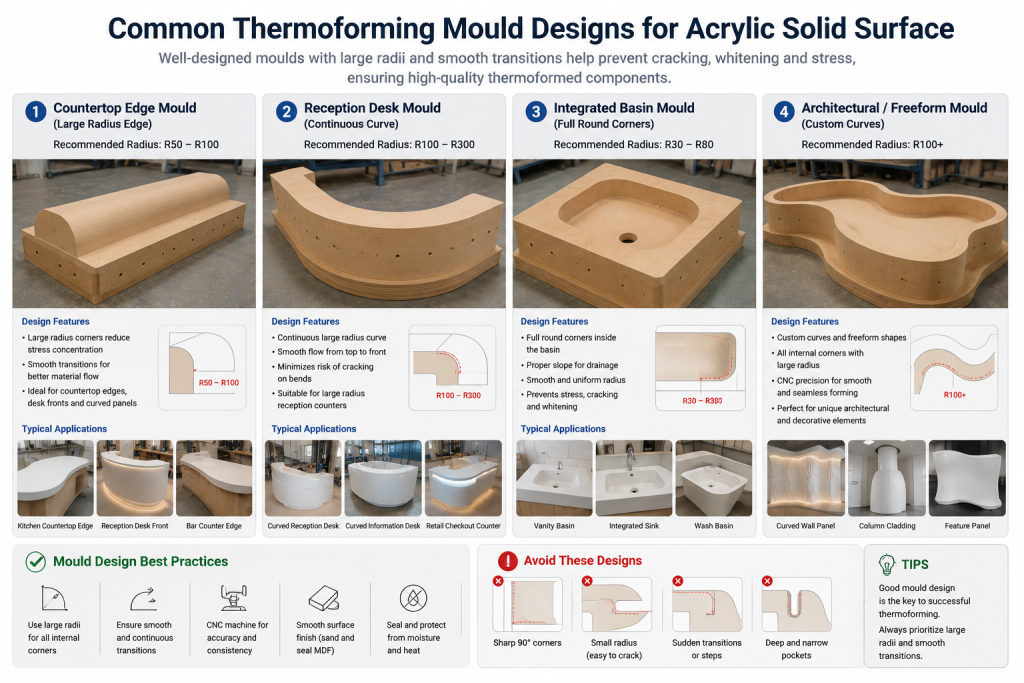
Los moldes sirven como base de cada operación de termoformado. Independientemente de la calidad del material o la precisión del calentamiento, los moldes mal diseñados darán como resultado variaciones dimensionales, defectos superficiales o resultados de conformado inconsistentes.
Materiales de molde comunes
- MDF
- Madera contrachapada
- Madera dura
- Tablero de herramientas compuesto
- Aluminio
- Acero
La elección del material del molde depende de la cantidad de producción, los requisitos dimensionales, el presupuesto y la vida útil esperada.
Tipos de moldes
- Molde masculino
- Molde femenino
- Molde combinado
- Molde de formación al vacío
Los moldes combinados generalmente producen la mayor consistencia dimensional y se usan comúnmente para la producción integrada de lavabos y componentes arquitectónicos de precisión.
Consideraciones de diseño de moldes
- ángulos de tiro
- Características de liberación
- Expansión térmica
- Continuidad del radio
- Acabado superficial
- Diseño de ventilación
Un buen diseño de molde reduce la concentración de tensiones, mejora la repetibilidad y aumenta la eficiencia de fabricación.
Preparación y Uso de Moldes
Antes de la producción, se debe verificar la suavidad, la precisión dimensional y el rendimiento de liberación de las superficies del molde. También se debe considerar la temperatura del molde, ya que una diferencia excesiva de temperatura entre la lámina calentada y el molde puede influir en el comportamiento de enfriamiento y la estabilidad de la forma final.
NOSOTROS. Enfriarse
A menudo se subestima el enfriamiento, pero es una de las etapas más importantes del proceso de termoformado. El material debe permanecer firmemente apoyado en el molde hasta que se haya restaurado la rigidez suficiente.
La extracción prematura del molde puede provocar recuperación de la forma, deformación, inestabilidad dimensional o desarrollo de tensiones a largo plazo.
Importancia del enfriamiento controlado
El enfriamiento controlado permite que las tensiones internas se disipen gradualmente preservando la geometría deseada. El enfriamiento uniforme mejora la precisión dimensional y reduce el riesgo de distorsión posformado.
Mejores prácticas de refrigeración
- Mantenga el soporte del molde durante el enfriamiento.
- Evite el enfriamiento forzado inmediatamente después del formado.
- Deje que la temperatura se reduzca gradualmente.
- Evite corrientes de aire y flujo de aire desigual.
- Verifique la temperatura de la pieza antes de desmoldar.
Consideraciones sobre el tiempo de enfriamiento
La duración del enfriamiento varía según el espesor del material, la masa del molde, la temperatura ambiente y la complejidad de los componentes. La mayoría de las aplicaciones de superficies sólidas acrílicas de 12 mm requieren aproximadamente entre 30 y 45 minutos de enfriamiento controlado antes de retirarlas del molde.
Para cajones profundos, lavabos integrados y elementos arquitectónicos grandes, pueden ser necesarios períodos de enfriamiento prolongados para lograr una estabilidad dimensional a largo plazo.
VII. Toques finales
Una vez que el componente termoformado ha completado el ciclo de enfriamiento, el proceso de fabricación entra en su etapa final. Esta fase se centra en el refinamiento dimensional, la integración de las uniones, el acabado de la superficie y la verificación de la calidad. Un acabado adecuado garantiza que el producto final cumpla con las expectativas tanto visuales como de rendimiento.
Técnicas de costura
Una de las ventajas únicas de la superficie sólida acrílica es su capacidad para crear uniones discretas utilizando adhesivos del mismo color. Las juntas fabricadas adecuadamente permiten ensamblar múltiples componentes termoformados en estructuras más grandes manteniendo una apariencia continua.
- Utilice sistemas adhesivos del mismo color.
- Prepare las superficies de unión con cuidado.
- Mantenga la presión de sujeción adecuada.
- Deje que el adhesivo se seque por completo antes de terminar.
- Inspeccione las juntas para verificar la continuidad y alineación.
Recorte y acabado
Después del termoformado, el exceso de material se elimina mediante enrutadores CNC, accesorios de recorte o equipos de corte de precisión. Luego, el componente terminado se lija y se refina para lograr el acabado superficial especificado.
Los acabados de las superficies pueden variar de mate a semibrillante según los requisitos del proyecto. Los procedimientos de lijado consistentes ayudan a eliminar las inconsistencias visuales y mejorar la apariencia general.
Control de calidad
Los fabricantes profesionales suelen verificar los siguientes parámetros antes de lanzar productos termoformados:
- Precisión dimensional
- Consistencia del radio
- Aspecto superficial
- Calidad de costura
- Estabilidad estructural
- Consistencia del color
- Preparación para la instalación
VIII. Hornos
El horno de termoformado juega un papel central en la determinación de la consistencia del proceso. El calentamiento uniforme, el control preciso de la temperatura y el rendimiento repetible son esenciales para obtener resultados de conformado exitosos.
Descripción general de los diferentes tipos de hornos
| Tipo de horno | Características | Aplicaciones típicas |
| Horno de aire caliente | Calentamiento uniforme | Termoformado general |
| Horno de convección | Circulación de aire controlada | Formación de láminas grandes |
| Horno de prensa de platina | Transferencia de calor directa | Ciclos de producción rápidos |
| Horno infrarrojo | Calentamiento rápido | Aplicaciones especializadas |
Calibración de Hornos
La calibración debe realizarse periódicamente para garantizar que las temperaturas reales coincidan con los ajustes programados. Incluso pequeñas desviaciones de temperatura pueden influir en la flexibilidad, el comportamiento de enfriamiento y la calidad del producto final.
Mejores prácticas para el uso del horno
- Precalentar los hornos antes de cargar el material.
- Verifique la estabilidad de la temperatura antes de la producción.
- Mantenga una circulación de aire adecuada.
- Evite el sobrecalentamiento más allá de las recomendaciones del fabricante.
- Controle la temperatura durante todo el ciclo.
- Registre los parámetros del proceso para garantizar la repetibilidad.
IX. Especificaciones de termoformado para diferentes marcas de superficie sólida
Comparación de requisitos de termoformado para varias marcas
Aunque los materiales acrílicos de superficie sólida comparten muchas características comunes, los requisitos de termoformado pueden variar entre los fabricantes debido a las diferencias en los sistemas de resina, el contenido de relleno, los pigmentos, las formulaciones patentadas, el espesor de las láminas y las pautas de fabricación publicadas.
La siguiente comparación resume las recomendaciones de termoformado recopiladas de las principales marcas de superficies sólidas y sirve como referencia rápida para los fabricantes que evalúan diferentes materiales. Verifique siempre la documentación técnica actual del fabricante antes de la producción.
| Marca | Temperatura de calentamiento | Tiempo de calentamiento | Espesor del material | Tiempo de enfriamiento | Consideraciones Especiales |
| corian | 160°C – 170°C | 25 – 35 minutos | 12 mm (1/2″) | 45 minutos | Los colores oscuros pueden experimentar cambios de color. |
| Acrión | 160°C – 170°C | 20 – 30 minutos | 12 mm (1/2″) | 40 minutos | Un enfriamiento completo es crucial para mantener la forma |
| tristone | 150°C | 15 – 20 minutos | 9 mm (3/8″) | 30 minutos | Permite crear diseños fluidos. |
| arte wilson | 160°C | 25 – 35 minutos | 12 mm (1/2″) | 40 minutos | El calentamiento adecuado de toda la lámina es crucial |
| crión | 140°C (285°F) | 18 minutos | 12 mm (1/2″) | 30 minutos | Proceso de termoformado utilizado para diseños complejos. |
| LG Hausys | 155°C – 165°C | 20 – 30 minutos | 6 mm (1/4″) | 35 minutos | Es posible que las partículas transparentes no se termoformen bien |
| estrella | 150°C | 18 – 25 minutos | 9 mm (3/8″) | 30 minutos | Adecuado para crear formas 3D |
| hanex | 160°C – 170°C | 25 – 35 minutos | 12 mm (1/2″) | 40 minutos | Un enfriamiento completo es crucial para mantener la forma |
| meganita | 155°C – 160°C | 20 – 30 minutos | 6 mm (1/4″) | 35 minutos | La flexibilidad del material depende de la mezcla específica. |
| Superficies Aristech | 160°C | 25 – 35 minutos | 12 mm (1/2″) | 40 minutos | Se requiere precaución al termoformar colores oscuros |
| Duraseína | 155°C – 165°C | 20 – 30 minutos | 6 mm (1/4″) | 40 minutos | No apto para aplicaciones horizontales. |
Esta comparación proporciona una descripción práctica de la temperatura, el tiempo, el espesor del material, el enfriamiento y consideraciones especiales entre las principales marcas de superficies sólidas. Debido a que los colores y formulaciones individuales pueden comportarse de manera diferente durante el calentamiento y el conformado, los fabricantes deben usar esta tabla como punto de referencia en lugar de un sustituto de las pruebas específicas del proyecto.
Observaciones clave de la comparación de marcas
- La mayoría de las marcas se forman dentro del rango de 150 °C a 170 °C. Esto confirma la importancia de un control estable del horno en lugar de un calentamiento excesivo.
- Las láminas de 12 mm se utilizan ampliamente para el termoformado comercial. Sin embargo, varias marcas también publican recomendaciones para aplicaciones de 6 mm o 9 mm.
- El tiempo de enfriamiento es crítico. Muchas marcas enfatizan entre 30 y 45 minutos de enfriamiento para mantener la estabilidad de la forma.
- Los colores oscuros y las partículas especiales requieren precaución. Los pigmentos, las partículas y la translucidez pueden influir en el comportamiento del termoformado.
- La documentación del fabricante sigue siendo esencial. Los datos publicados pueden cambiar y cada proyecto debe verificarse antes de la producción.
Análisis comparativo del termoformado de la industria
Corian, HIMACS, Hanex, Staron, Krion, Tristone, Wilsonart, Meganite, Durasein, Aristech Surfaces y ACRION representan diferentes enfoques para la formulación y el soporte de fabricación de superficies sólidas acrílicas. La comparación anterior muestra que el rendimiento del termoformado no está determinado únicamente por la temperatura. La composición del material, la pigmentación, el espesor de la lámina, el diseño del molde, la uniformidad del calentamiento y el control del enfriamiento contribuyen a los resultados finales.
Para la fabricación profesional, la mejor práctica es combinar las recomendaciones del fabricante con registros de pruebas internas. Esto es especialmente importante para aplicaciones exigentes como lavabos integrados, curvas de radio estrecho, mostradores de recepción grandes y elementos arquitectónicos complejos.
Acrílico puro versus termoformado acrílico modificado
Una de las preguntas más comunes que hacen los fabricantes es si la superficie sólida acrílica pura o acrílica modificada funciona mejor durante el termoformado. Si bien ambos materiales pueden termoformarse en condiciones adecuadas, sus características de rendimiento difieren significativamente.
| Propiedad | Acrílico puro | Acrílico modificado |
| Flexibilidad | Excelente | Moderado |
| Retención de forma | Excelente | Bien |
| Formación de radio pequeño | Mejor | Limitado |
| Curvas complejas | Excelente | Moderado |
| Producción integrada de cuenca | Excelente | Limitado |
| Aplicaciones arquitectónicas | Muy adecuado | Dependiente del proyecto |
Para aplicaciones exigentes que involucran lavabos integrados, mostradores de recepción curvos, entornos de atención médica e instalaciones arquitectónicas personalizadas, la superficie sólida acrílica pura generalmente se considera el material preferido debido a su comportamiento termoformado superior, características de memoria de forma y estabilidad dimensional a largo plazo.
Los materiales acrílicos modificados siguen siendo una solución rentable para muchos proyectos, pero pueden requerir radios más grandes y parámetros de formación más conservadores en comparación con las alternativas acrílicas puras.
X. Desarrollo de procesos y resolución de problemas
Incluso con moldes bien diseñados y equipos adecuadamente calibrados, ocasionalmente pueden surgir desafíos en el termoformado. Mantener registros de procesos detallados e implementar procedimientos estructurados de solución de problemas ayuda a los fabricantes a mejorar la coherencia, reducir el desperdicio y optimizar la eficiencia de la producción.
Documentación del proceso
Los fabricantes profesionales suelen registrar los siguientes parámetros para cada proyecto de termoformado:
- Tipo de material y color
- Espesor de la hoja
- Temperatura de calentamiento
- Duración del calentamiento
- Identificación de molde
- Temperatura del molde
- Duración del enfriamiento
- Temperatura ambiente del taller
- Información del operador
- Resultados de producción
El mantenimiento de registros constante permite analizar y optimizar las variables del proceso a lo largo del tiempo.
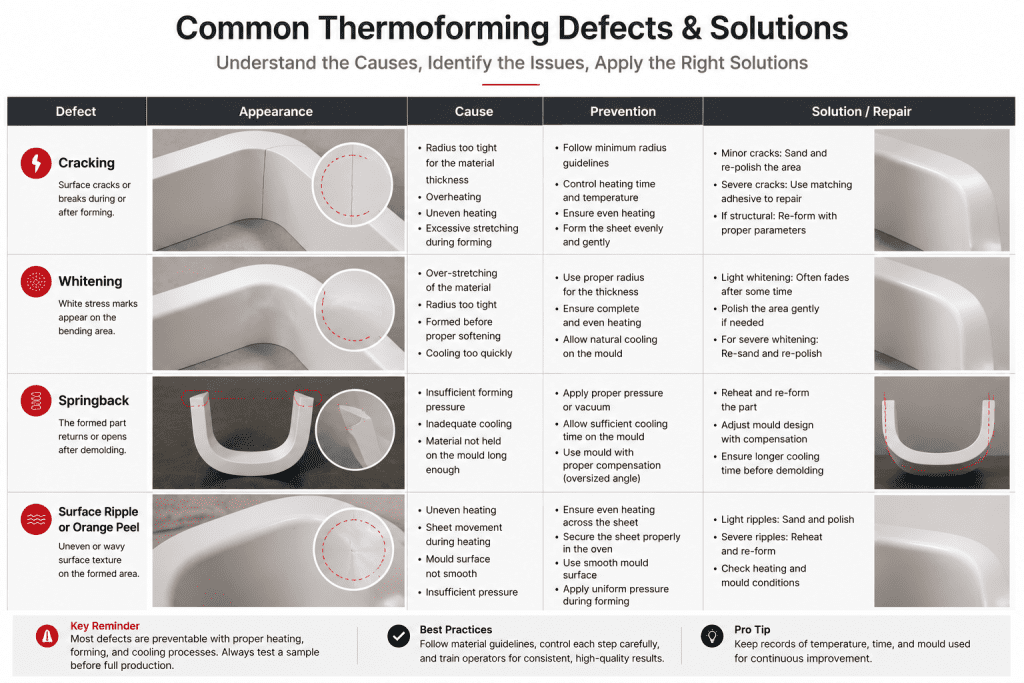
Defectos y soluciones comunes del termoformado
| Asunto | Posible causa | Solución recomendada |
| Blanqueo | Calentamiento insuficiente o estrés excesivo. | Aumente la consistencia del calentamiento y revise el diseño del radio |
| Agrietamiento | Radio demasiado pequeño o material sobrecargado | Aumente el radio y verifique el perfil de temperatura |
| Arrugas | Exceso de compresión durante el conformado. | Revisar el diseño del molde y el flujo de materiales. |
| Recuperación de forma | Tiempo de enfriamiento insuficiente | Ampliar la duración del enfriamiento antes del desmolde |
| Marcas de superficie | Imperfecciones del molde | Mejorar el acabado y el mantenimiento del molde. |
| Cambio de color | Calentamiento excesivo | Reducir la temperatura de formación y el tiempo del ciclo. |
La mayoría de los defectos de termoformado se pueden minimizar mediante un control adecuado de la temperatura, la optimización del diseño del molde y el cumplimiento de las recomendaciones del fabricante.
Optimización del proceso de termoformado
La optimización de procesos requiere identificar el factor limitante en cada ciclo de producción. La temperatura de calentamiento, el diseño del molde, la velocidad de formación, la duración del enfriamiento y el espesor del material deben ajustarse cuidadosamente según los resultados de las pruebas. Favorecer el deslizamiento del material en lugar de un estiramiento y compresión excesivos en lugar de un alargamiento incontrolado ayuda a reducir la deformación y mejorar la repetibilidad.
Solución de problemas comunes
Los desafíos del termoformado deben abordarse sistemáticamente. El blanqueamiento puede indicar calor insuficiente o estrés excesivo. Las arrugas pueden sugerir una compresión excesiva o un diseño deficiente del molde. El desgarro puede deberse a bordes afilados, pellizcos o capacidad excedida del material. Las marcas en la superficie a menudo indican problemas con el acabado del molde. Cada defecto debe evaluarse mediante registros de temperatura, inspección del molde y observaciones de formado.
XI. Consideraciones de seguridad
El termoformado implica temperaturas elevadas, equipos calentados y grandes operaciones de manipulación de materiales. Establecer procedimientos de trabajo seguros es esencial para proteger al personal y mantener entornos de producción eficientes.
Equipo de protección personal (EPP)
- guantes resistentes al calor
- gafas de seguridad
- Calzado de protección
- Ropa de trabajo de manga larga
- Protección auditiva cuando sea necesario
Mejores prácticas de seguridad en el taller
- Mantenga una ventilación adecuada.
- Mantenga las salidas de emergencia despejadas.
- Inspeccione los hornos con regularidad.
- Capacitar a los operadores sobre el manejo seguro de materiales.
- Siga las instrucciones de funcionamiento del fabricante.
- Mantener los procedimientos de respuesta a emergencias.
La seguridad debe integrarse en cada etapa del proceso de termoformado, desde la preparación del material hasta la fabricación final.
Preguntas frecuentes
¿Qué temperatura se requiere para el termoformado de superficies sólidas?
La mayoría de los materiales de superficie sólida acrílica pura se termoforman en un rango de temperatura de aproximadamente 160 a 170 °C (320 a 338 °F). Los requisitos reales pueden variar según la marca, el color, el espesor de la hoja y la geometría del proyecto.
¿Se puede termoformar el cuarzo?
No. Las superficies de cuarzo no se pueden termoformar de la misma manera que las superficies sólidas acrílicas. El termoformado es una característica única asociada principalmente con los materiales de superficie sólida a base de acrílico.
¿El termoformado debilita la superficie sólida?
Cuando se realiza de acuerdo con las recomendaciones del fabricante, el termoformado no debilita significativamente la superficie sólida acrílica. La calefacción, la refrigeración y el diseño del radio adecuados son esenciales para mantener el rendimiento a largo plazo.
¿Cuál es el radio de curvatura mínimo para una superficie sólida?
El radio mínimo depende del tipo de material, espesor, color y condiciones de formación. Los fabricantes deben consultar las pautas del fabricante y realizar pruebas para aplicaciones exigentes.
¿Se puede recalentar y remodelar una superficie sólida?
En muchos casos, la superficie sólida acrílica se puede recalentar y remodelar dentro de ciertas limitaciones. Sin embargo, los ciclos repetidos de termoformado pueden afectar el rendimiento del material y deben evaluarse cuidadosamente.
¿Qué material de superficie sólida es mejor para el termoformado?
La superficie sólida acrílica pura generalmente se considera el material preferido para aplicaciones de termoformado exigentes debido a su flexibilidad superior, retención de forma y capacidad para lograr radios más estrechos.
XII. Conclusión
El termoformado de superficies sólidas sigue siendo una de las técnicas de fabricación más poderosas disponibles para arquitectos, diseñadores y fabricantes. Al combinar calentamiento controlado, moldes de precisión, procedimientos de enfriamiento adecuados y métodos de acabado profesionales, las láminas acrílicas de superficie sólida se pueden transformar en formas tridimensionales sin costuras que brindan valor tanto funcional como estético.
Desde lavabos integrados y mostradores de atención médica hasta mostradores de recepción curvos e instalaciones arquitectónicas personalizadas, el termoformado continúa ampliando las posibilidades de diseño de los materiales de superficie sólida modernos.
En última instancia, el éxito depende de comprender el comportamiento del material, seguir las recomendaciones del fabricante e implementar prácticas de fabricación consistentes en cada etapa del proceso.
Superficie sólida acrílica termoformable de ACRION
ACRION fabrica láminas de superficie sólida de acrílico puro diseñadas para aplicaciones de fabricación, termoformado y arquitectónicas. Nuestros materiales se utilizan ampliamente en lavabos integrados, mostradores de recepción curvos, proyectos de atención sanitaria, interiores de hostelería, accesorios de venta minorista e instalaciones comerciales personalizadas en todo el mundo.
- Superficie sólida de acrílico puro
- Formulaciones aptas para termoformado
- Fabricación integrada de cuencas
- Soporte de Proyectos Arquitectónicos
- OEM & Producción personalizada
- Experiencia de exportación global